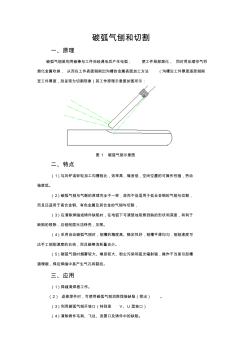
碳弧气刨是指使用石墨棒或碳棒与工件间产生的电弧将金属熔化,并用压缩空气将其吹掉, 实现在金属表面上加工沟槽的方法。
碳弧气刨是使用碳棒或石墨棒作电极,与工件间产生电弧,将金属熔化,并用压缩空气将熔化金属吹除的一种表面加工沟槽的方法。在焊接生产中,主要用来刨槽、消除焊缝缺陷和背面清根。碳弧气刨有下列特点:
(1)手工碳弧气刨时,灵活性很大,可进行全位置操作。可达性好,非常简便。
(2)清除焊缝的缺陷时,在电弧下可清楚地观察到缺陷的形状和深度。
(3)噪声小,效率高。用自动碳弧气刨时,具有较高的精度,减轻劳动强度。
-