碳化钨瓦楞辊文献

 碳化钨辊和合金辊在棒材切分轧制中的应用
碳化钨辊和合金辊在棒材切分轧制中的应用
碳化钨辊和合金辊在棒材切分轧制中的应用
针对在棒材切分轧制中使用普通轧辊存在的问题,采用了碳化钨辊和合金辊,并取得了较好的经济效益。同时介绍了在使用两种轧辊中应注意的问题。
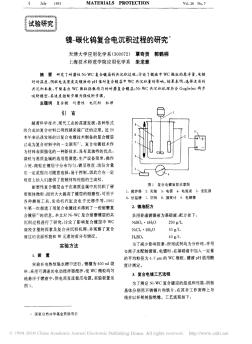 镍_碳化钨复合电沉积过程的研究
镍_碳化钨复合电沉积过程的研究
镍_碳化钨复合电沉积过程的研究
镍_碳化钨复合电沉积过程的研究