碳化钨瓦楞辊简介文献

 碳化钨辊和合金辊在棒材切分轧制中的应用
碳化钨辊和合金辊在棒材切分轧制中的应用
碳化钨辊和合金辊在棒材切分轧制中的应用
针对在棒材切分轧制中使用普通轧辊存在的问题,采用了碳化钨辊和合金辊,并取得了较好的经济效益。同时介绍了在使用两种轧辊中应注意的问题。
 瓦楞纸简介
瓦楞纸简介
瓦楞纸简介
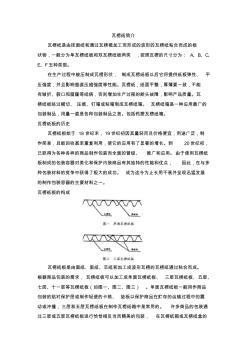
瓦楞纸简介 瓦楞纸是由挂面纸和通过瓦楞棍加工而形成的波形的瓦楞纸粘合而成的板 状物,一般分为单瓦楞纸板和双瓦楞纸板两类 ,按照瓦楞的尺寸分为: A、B、C、 E、F五种类型。 在生产过程中被压制成瓦楞形状, 制成瓦楞纸板以后它将提供纸板弹性、 平 压强度,并且影响垂直压缩强度等性能。瓦楞纸,纸面平整,厚薄要一致,不能 有皱折、裂口和窟窿等纸病,否则增加生产过程的断头故障,影响产品质量。瓦 楞纸板经过模切、 压痕、钉箱或粘箱制成瓦楞纸箱。 瓦楞纸箱是一种应用最广的 包装制品,用量一直是各种包装制品之首。包括钙塑瓦楞纸箱。 瓦楞纸板的历史 瓦楞纸板始于 18世纪末, 19世纪初因其量轻而且价格便宜,用途广泛,制 作简易,且能回收甚至重复利用,使它的应用有了显著的增长。到 20世纪初, 已获得为各种各样的商品制作包装而全面的普级、 推广和应用。由于使用瓦楞纸 板制成的包装容器对美化和保护内装商品