挑弧焊文献

 氩弧焊焊接技巧
氩弧焊焊接技巧
氩弧焊焊接技巧
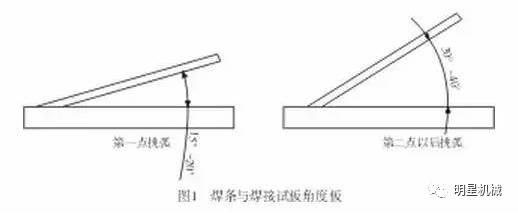
氩弧焊焊接技巧在哪里? 浏览 :32 次 作者: 企业库 时间: 2010-7-9 4:14:08 钨极氩弧焊就是把氩气做为保护气体的焊接。借助产生在钨电极与焊体之间的电弧,加热和熔化焊材 本身(在添加填充金属时也被熔化),而后形成焊缝金属。钨电极,熔池,电弧以及被电弧加热的连接缝 区域,受氩气流的保护而不被大气污染。 氩弧焊时 ,焊炬、填充金属及焊件的相对位置如下图: 弧长一般取 1-1.5 倍钨电极直径。 停止焊接时,首先从熔池中抽出填充金属(填充金属根据焊件厚薄添加),热端部仍需停留在氩气流的保 护下,以防止其氧化。 1.焊枪(焊炬) 钨极氩弧焊枪(也称焊炬)除了夹持钨电极,输送焊接电流外,还要喷射保护气体。大电流焊枪长时间焊 接还需使用水冷焊枪。因此,焊枪的正确使用及保护是相当重要的。 钨电极负载电流能力( A) 钨电极直径( mm) 纯钨 钍钨 铈钨 φ1.0 20-60 1
 埋弧焊焊丝
埋弧焊焊丝
埋弧焊焊丝
埋弧焊焊丝 牌号 型号 GB 焊丝化学成分( %)(≤) 配合焊 剂 特点与用途 C Mn Si S P Cr Ni Cu THM-43 (THG-43) H08A H08E H08C 0.10 0.30/ 0.60 0.03 0.030 0.020 0.015 0.03 0 0.02 0 0.01 5 0.20 0.10 0.20 0.30 0.10 0.30 0.20 SJ301、 SJ501及 HJ431等 用 于 一 般 薄 板,锅炉及管 板接头的对接 及角焊 THM-43A (THG-43A) H08MnA 0.10 0.80/ 1.10 0.07 0.030 0.03 0 0.20 0.30 0.20 SJ101、 SJ127、 SJ501及 HJ431等 用于薄板及打 底焊焊接结构 THM-43B (THG-43B) H10Mn2 0.12 1.50/ 1.90 0.07 0