铜母线质量影响因素文献

 铜母线伸缩节-铜母线
铜母线伸缩节-铜母线
铜母线伸缩节-铜母线
乐清万联厂家 0577-62969080 赵工 13075772458QQ:2286336866 铜母线伸缩节 铜母线伸缩节 矩形铜母线伸缩节用于发电厂和变电所配电装置中。 中文名称:母线伸缩节英文名称: busbar expansion joint ,铜母线 伸缩节用于补偿母线因温度变化引起的变形和振动变形的伸缩性连接件。 一、伸缩节的压力范围: 各类伸缩节的压力是 t=20℃时的设计压力 Pd(MPa), 压力范围通常是从真 空到 4MPa,如有特殊超高压力要求时,我们也可专门设计。每件产品出厂前, 每道工序均进行 100%的压力试验和其它要求的检测, 满足标准要求后才能出厂。 二、伸缩节的温度范围: 依据客户的工况条件不同也可采用其它材料制造。 当接管、内衬筒的材质为 碳钢时,伸缩节的工作温度范围为 -20℃~420℃;当接管、内衬筒的材质为不锈 钢 (同波纹管)时,产品的温度范围为
 铜母线工艺
铜母线工艺
铜母线工艺
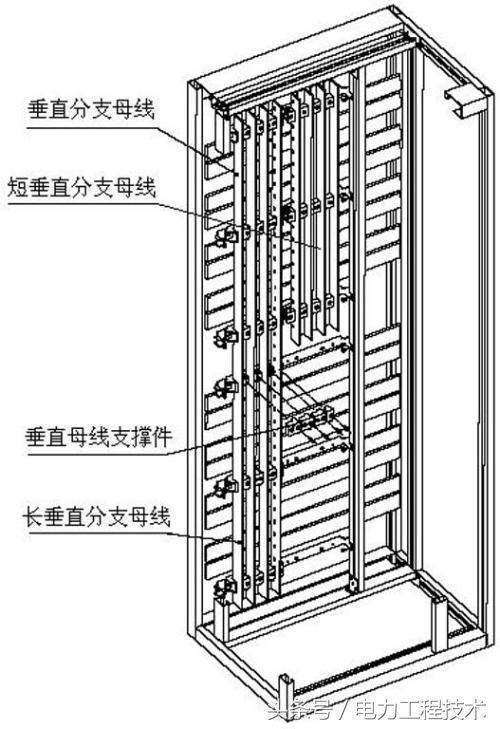
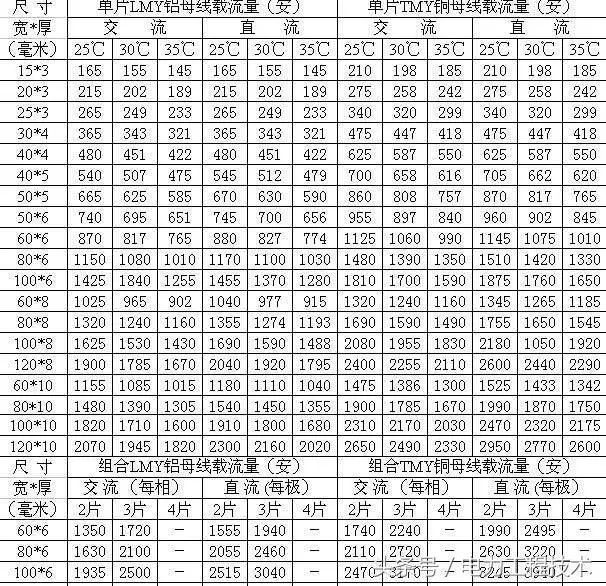
母线工艺 1 范围 适用于本公司高低压成套设备中的母线设计、加工、安装。 如本文件相关条款与用户协议(或地方标准)相冲突时,按照用户协议(或地方标准)执行。 2 引用标准 GB7251.12-2013 GB3906-2006 GB5585 电工用铜、铝及其合金母线 GBJ 149 电气装置安装工程母线装置施工及验收规范 3 母线的技术参数 3.1 规格尺寸 常用母线的标称尺寸见表 1。其中 a 为母线厚度, b 为母线宽度。 表 1 常用母线的标称尺寸 mm 3.2 外形 矩形母线 (方角母线 ):母线的 a≤6.3mm者可以有半径不大于 1.5mm的圆角, a≥7.1mm者可以有半径不 大于 2.0mm的圆角。 圆形母线 (圆角母线 ):圆角半径为母线厚度 a 的 1/2 。 3.3 母线的载流量 母线的载流量见表 2. 表 2