选择特殊符号
选择搜索类型
请输入搜索

透气钢的形成主要就是由无数的钢球挤压在一起 (图例),根据所注塑产品的材质不同,设计了3种不同直径的钢球体,形成3种不同气孔的透气钢。这些均匀的园形钢球经过高温烧结及一系列高科技加工工艺,形成可以透过气体的且又有硬度又有强度的塑胶模具必备材料,可以算是塑胶模具解决困气的革命性进程。
出厂状态:预硬至HV350-400(HRC35-40)。PM-35透气钢是一种能"透气"的优质钢材,由粉末烧结技术提炼而成。内部含有一连串直径为10微米的细孔,占钢材总体积的20%-30%.这种特殊结构,不但拥有透气能力,同时能保持注塑模具所需的高强度,高硬度及抗腐蚀性。因此,于注塑模具之适当位置镶上PM-35透气钢,由气体所形成的注塑问题,可以完全清除,使成型加工更加完美。此外,PM-35透气钢具备良好之机械性能,在使用与制作注塑模具上,可采用一般模具钢同一加工方法,如切削、研磨、放电加工等。
一个产品由于使用人的喜好,或区域喜好,往往把一个产品叫成各种各样的名称,所以在这里就列举透气钢的其他名称:排气钢,排气柱,疏气钢,透气金属,透气材料,透气钢材,多孔材料,多孔金属,透气缸,日本新东透气钢,PORCERAX Ⅱ透气钢,PM-35透气钢等等。
出厂状态:预硬至HV350-400(HRC35-40)。PM-35透气钢是一种能“透气”的优质钢材,由粉末烧结技术提炼而成。内部含有一连串直径为10微米的细孔,占钢材总体积的20%-30%.这种特殊结...
透气钢是一种由细颗粒园球体粉末不锈钢经高温烧结而成,内部各个方向均匀布满微小排气孔,也叫多孔材料或多孔金属,应用在注塑模具困气等。由美国国际模具钢(INTERNATIONAL MOLD STEEL, ...
1.有塑料碎屑或焦油堵塞微孔,应使用合适的塑料稀释溶剂,一小时后再进高压空气检查透气质量。2.由于镶件、塑料添加剂、脱模剂等产生的油污堵塞,可由等清洗表面,再进高压空气检查效果。3.上述仍然不能解决问...
型号有三种PM-35-7微米(7微米小气孔),PM-35-25微米(25微米中气孔),PM-35-35微米(35微米大气孔)
化学成分%(只供参考) | 碳C 0.012 | 矽Si 0.07 | 铬Cr 16.5 | 镍Ni 1.2 | 锰Mn 0.17 | 钼Mo 1.9 |
比较标准及特征 | 特殊烧结粉末钢 | |||||
用途 | 适用于塑胶及压铸模具,解决因困气所形成之品质及效率问题 | |||||
型号 | PM-35 |
平均孔径 | 7micro;-3µm |
气化量 | ~25% |
密度 | 6.3~6.5g/cm |
线性膨胀系数(在20~150℃) | 12.0~12.5*10℃ |
热传递系数(在室温下) | 0.07~0.08cal/cm.sec.℃ |
屈曲强度kgf/mm | 70~75 |
拉伸强度kgf /mm | 45~50 |
硬度(HV) | 350-400 |
加工性能 | 好 |
出厂状态:预硬至HV350-400(HRC35-40)。PM-35透气钢是一种能“透气”的优质钢材,由粉末烧结技术提炼而成。内部含有一连串直径为10微米的细孔,占钢材总体积的20%-30%.这种特殊结构,不但拥有透气能力,同时能保持注塑模具所需的高强度,高硬度及抗腐蚀性。因此,于注塑模具之适当位置镶上PM-35透气钢,由气体所形成的注塑问题,可以完全清除,使成型加工更加完美。此外,PM-35透气钢具备良好之机械性能,在使用与制作注塑模具上,可采用一般模具钢同一加工方法,如切削、研磨、放电加工等。
一、降低注射压力,减少成型和保压时间。
二、降低和消除成型件的内应力,防止产品的变形和曲翘。
三、表面皮纹的塑料零件,由于高温高压产生的亮光皮纹,能解决要求亚光的表面。
四、由于模具分型面的紧密配合,可以解决开模困难等情况。解决通常利用顶针、镶件等无法提供足够表面区域以容纳可能产生的大量气体等诸多问题,避免了利用分型面或其他排气系统而产生的飞边及其他瑕疵。
五、可使由于浇口偏位、壁厚不匀、壁薄产品等较难成型问题得到解决和缓解。
六、由于成型材料高温产生的气体和模具腔内快速聚压产生的烧焦、流痕、缺料、吸气造成的零件变形等缺陷能得到充分解决。 七、提高成型生产效率,节约生产成本。

透气钢的形成主要就是由无数的钢球挤压在一起 (图例),根据所注塑产品的材质不同,设计了3种不同直径的钢球体,形成3种不同气孔的透气钢。这些均匀的园形钢球经过高温烧结及一系列高科技加工工艺,形成可以透过气体的且又有硬度又有强度的塑胶模具必备材料,可以算是塑胶模具解决困气的革命性进程。
一个产品由于使用人的喜好,或区域喜好,往往把一个产品叫成各种各样的名称,所以在这里就列举透气钢的其他名称:排气钢,排气柱,疏气钢,透气金属,透气材料,透气钢材,多孔材料,多孔金属,透气缸,日本新东透气钢,PORCERAX Ⅱ透气钢,PM-35透气钢等等。
1.解决注塑问题:利用PM-35透气钢的透气性,可以解决注塑时所遇到的困难如困气、夹水纹、不完整填充、毛刺等。
2.减低损耗量:PM-35透气钢解决了注塑的问题,不但减低生产时的损耗量,同时亦减低对模具的损害。
3.品质控制:由PM-35透气钢所制成的产品,品质良好,尺寸稳定,减少事后加工之需要,从而提高生产力。
4.节省能源:用于注塑时模腔内的空气能透过模具内的细孔顺利释放,枕压得以降低,减少能量消耗。
型号有三种PM-35-7微米(7微米小气孔),PM-35-25微米(25微米中气孔),PM-35-35微米(35微米大气孔)
一.在进行研磨加工或任何重型切削后,可能会堵塞微孔。应使用线切割、电脉冲和激光等的软切削加工(软切削是指对工件有轻微作用力的,但不至表面组织产生变化的切削模式),在线切割加工时应稍提高加工速度,太慢有可能在微孔里产生电弧,对钼丝不利。加工余量大时可以使用硬切削加工,但须留有0.1~0.2mm余量以软加工来完成。在恢复透气钢的表面进行通气性恢复时,处理之手法有多种:1.最佳处理方法是利用放电加工方法,作镜面加工来清理堵塞透气孔之铁屑。2.以手磨的方法,用420 号研磨砂纸打磨,再以1200 号研磨砂纸抛光后完工。3.处理过程不单于透气钢内模件之正面进行,镶件之内侧表面亦须以同样方法处理,才可恢复镶件之透气性。4.于相接透气钢镶件之模胚上设排气孔。例:在30*30mm2的PM-35透气钢镶件背后设一个"para" label-module="para">
二. PM-35透气钢作为镶件时,请尽量跟模架保持1/10的比例大小,即PM-35透气钢之体积是1或以上,模架之体积则为10 。PM-35透气钢镶件的厚度应保持在30mm-50mm 之间。PM-35透气钢镶件的透气度会受其厚度影响,材料愈厚,透气性则愈低,但必须注意,如镶件太薄的话,可能经不起较大之注射压力。在模具上应合理安排位置、大小和数量。建议在动模上使用。透气钢的透气量的大小和表面积成正比,表面积越大,透气量越大。高度越高,透气量越弱,应合理选择直径和厚度。
三.在恢复透气性处理过程后,必须把表面上的油秽清除,材料之内部亦必须保持清洁,要彻底清洁油秽,必须按照:(1干燥,2超音波洗净,3干燥)的工序进行。要注意在加工时的冷却液流入材料体内,长时间会封堵微孔,应在加工完成后迅速清洗。
四.其他清除油污方法1.由模具中取出PM-35透气钢镶件加热至100℃-150℃,让油气化流失,再以压缩空气冲洗表面。2.如镶件跟模架相连,可通过模胚的排气口用压缩空气冲洗,把表面上的油秽清除。
五.切削、研磨、WIRE CUT时所采用的切削油,尽量使用油性一类,如必须使用水溶性切削油时,于加工后必须立刻用以上清除油秽方法,尽快除去钢材中之水份。
六.于进行EDM线切割时,最好使用直径0.25mm或以上之铜线加工。但如必须使用直径0.2mm 或以下的EDM铜线时,必须把切割速度比平常加快1.5倍。
七. PM-35透气钢不可进行焊接(烧焊)加工。蚀刻时必须作加工前后之清洁处理。当发现镶有PM-35透气钢内模件的模具之透气性变差时,可尝试进行油秽处理,使其恢复通气性。
八.真空热处理时,会把尺寸收缩或少许变形,请注意预留加工量。
九.切削时要使用M类之超硬合金刀具。不适用于热固性塑胶/橡胶之注塑模具。不适用于要求镜面抛光之模具上。不可使用SILICONE 系之脱模剂。经防锈剂保护之透气钢,于使用前必须清除由防锈剂形成之油秽。
十.合理使用抛光,最理想的是用超声波机加工。800-1000#砂纸或油石能解决轻微的堵塞微孔的情况,但也要注意磨削物的清理,应随时检查透气性能,最好是在装配完成后一边进气一边抛光。加工后用丙酮清洗,如果用超声波加丙酮清洗,效果更佳。装配时不应用硬物直接敲打,这样会闭塞微孔,应用硬木或紫铜等垫板敲入。装配后用丙酮或煤油涂在表面作为介质,利用出气孔进高压空气,检查透气效果。整个表面应都均匀、有力地冒气泡为正常。如发现透气性能下降,可以用强化机、电脉冲、激光等软加工方式弥补,并用丙酮清洗,待完全干燥后即可恢复。由于材料是网状微孔组织,不可用作大面积或整体的模具结构,否则会造成塑料制品精度下降和模具寿命降低。
| 化学成分%(只供参考) |
碳C 0.012 |
硅Si 0.07 |
铬Cr 16.5 |
镍Ni 1.2 |
锰Mn 0.17 |
钼Mo 1.9 |
| 比较标准及特征 |
特殊烧结粉末钢 |
|||||
| 用途 |
适用于塑胶及压铸模具,解决因困气所形成之品质及效率问题 |
|||||
有些客户使用时,认为透气钢的孔径不够大,透气性能不够,可采用下列方法:
浓硝酸----浸泡10-20分钟----清水冲洗----用风枪吹净水渍----100左右度烘干
如果还不够理想,可重复开始。
注意:
1.这个清洗过程,可能减少外径尺寸,要在未加工前使用。
2.如果硝酸沾到皮肤,立即用清水洗净。
| 型号 |
PM-35 |
| 平均孔径 |
7micro;-3µm |
| 气化量 |
~25% |
| 密度 |
6.3~6.5g/cm |
| 线性膨胀系数(在20~150℃) |
12.0~12.5*10℃ |
| 热传递系数(在室温下) |
0.07~0.08cal/cm.sec.℃ |
| 屈曲强度kgf/mm |
70~75 |
| 拉伸强度kgf /mm |
45~50 |
| 硬度(HV) |
350-400 |
| 加工性能 |
好 |
1. 较简单的方法就是用锉刀锉。
2. 用里氏表面硬度机才能准确检测透气钢的硬度。
1.有塑料碎屑或焦油堵塞微孔,应使用合适的塑料稀释溶剂,一小时后再进高压空气检查透气质量。
2.由于镶件、塑料添加剂、脱模剂等产生的油污堵塞,可由丙酮等清洗表面,再进高压空气检查效果。
3.上述仍然不能解决问题,须用软加工方式修补,并用丙酮清洗,待完全干燥后即可恢复。不能解决流痕、花斑等:由于流痕等所引起的原因比较复杂,排气不良、冷料穴的大小、料口的形状和位置、模具温度、塑料的性能等。所以首先要确定是何种原因造成的。透气钢只解决排气不良。2100433B
一、降低注射压力,减少成型和保压时间。
二、降低和消除成型件的内应力,防止产品的变形和曲翘。
三、表面皮纹的塑料零件,由于高温高压产生的亮光皮纹,能解决要求亚光的表面。
四、由于模具分型面的紧密配合,可以解决开模困难等情况。解决通常利用顶针、镶件等无法提供足够表面区域以容纳可能产生的大量气体等诸多问题,避免了利用分型面或其他排气系统而产生的飞边及其他瑕疵。
五、可使由于浇口偏位、壁厚不匀、壁薄产品等较难成型问题得到解决和缓解。
六、由于成型材料高温产生的气体和模具腔内快速聚压产生的烧焦、流痕、缺料、吸气造成的零件变形等缺陷能得到充分解决。七、提高成型生产效率,节约生产成本。

 无纺布透气测试
无纺布透气测试
无纺布透气测试
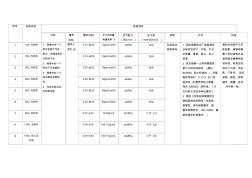
序号 材料名称 检验项目 外观 幅宽 (MM) 厚度 (MM) 平方米质量 和偏差率 % 空气阻力 (85L/min ) 压力差 (mmH20/cm2 ) 异味 文件 标签 1 15G 无纺布 1:每卷中的一个 样本表面不可有 脏污,异物或其它 外观性不良 2:每卷中的一个 样本不可有破损 3:每卷中的一个 样本需具有柔韧 性 . 4:与核可样对比 无明显色差 幅宽公 差为±2 0.10 ±0.05 15g/m2±5% ≤5Pa N/A 无明显非 材质异味 1:供应商提供出厂检验报告 必检项目如下:外观、平方 米质量、厚度、阻力、压力 差等。 2:供应商第一次来料需提供 第三方的测试报告 (通过 BS5852 防火标准的 ),后续 每批来料时 ,C.O.C( 出厂检 验报告 )中要声明防火等级 吻合 BS5852 的标准。(只 针对防火无纺布有此要求) 3:原则上所有材料需提供生 物相溶
 MgO质透气砖的研制
MgO质透气砖的研制
MgO质透气砖的研制
目前使用的Al2O3-Cr2O3质钢包透气砖存在两大问题:一是钢水渗透后影响透气效果,二是Cr2O3对环境有害。为此,日本Rozai公司研制了一种MgO质透气砖。试验原料有电熔镁砂、锆英石粉、烧结氧化铝、水合氧化镁、黏土、木质素磺酸钙、木屑和球状聚苯乙烯。试验设计了锆英石粉质量分数分别为8%、10%、12%的试样以及加入木屑和球状聚苯乙烯调整透气性的试样,
日本新东透气钢,PORCERAX Ⅱ透气钢,PM-35透气钢
型号:PM-35-7,PM-35-25,PM-35-35
产地:日本 品牌:新东,Sinto
透气钢与传统的模具钢材比较,PM-35透气钢具有很多优胜的地方,以下是其中几点:1.解决注塑问题:利用PM-35透气钢的透气性,可以解决注塑时所遇到的困难如困气、夹水纹、不完整填充、毛刺等。2.减低损耗量:PM-35透气钢解决了注塑的问题,不但减低生产时的损耗量,同时亦减低对模具的损害。3.品质控制:由PM-35透气钢所制成的产品,品质良好,尺寸稳定,减少事后加工之需要,从而提高生产力。4.节省能源:用于注塑时模腔内的空气能透过模具内的细孔顺利释放,枕压得以降低,减少能量消耗。
透气钢与传统的模具钢材比较,PM-35透气钢具有很多优胜的地方,以下是其中几点:1.解决注塑问题:利用PM-35透气钢的透气性,可以解决注塑时所遇到的困难如困气、夹水纹、不完整填充、毛刺等。2.减低损耗量:PM-35透气钢解决了注塑的问题,不但减低生产时的损耗量,同时亦减低对模具的损害。3.品质控制:由PM-35透气钢所制成的产品,品质良好,尺寸稳定,减少事后加工之需要,从而提高生产力。4.节省能源:用于注塑时模腔内的空气能透过模具内的细孔顺利释放,枕压得以降低,减少能量消耗。