点
曲轴连杆位于发动机内部,属于受力部件,在车辆运行过程中,并不会受到外力作用。但如果出现故障,必将是内力所致,就必须考虑曲轴制造工艺或者是制造缺陷了。
去年闹的沸沸扬扬的CF650TR断曲轴连杆事件刚刚熄火,不久前又有车主爆出CF650TR-G(国宾车)出现爆缸事件,再次将国产车的质量问题推上风口浪尖,甚至很多车友都表示不会再“爱”了……
由于大部分车友并不在内燃机制造行业,为了让更多的车友了解内燃机制造过程,今天小编搜集了一些曲轴的制造工艺知识,大家一起来学些一下。
▼ 去年的TR曲轴连杆断裂事件 ↓↓↓ ▼9月11日TR-G车主爆出爆缸事件↓↓↓

▼春风售后已进行回复↓↓↓
连杆制造工艺
连杆的结构及作用
连杆是较细长的变截面非圆形杆件,其杆身截面从大头到小头逐步变小,以适应在工作中承受的急剧变化的动载荷。它是由连杆大头、杆身和连杆小头三部分组成,连杆大头是分开的,一半与杆身为一体,一半为连杆盖,连杆盖用螺栓和螺母与曲轴主轴颈装配在一起。

连杆是连接活塞和曲轴,并将活塞所受作用力传给曲轴,将活塞的往复运动转变为曲轴的旋转运动。它是汽车发动机主要的传动构件之一,它是把作用于活塞顶部的膨胀气体压力传给曲轴,使活塞的往复直线运动变为曲轴的回转运动,以输出功率。

工件材料和毛坯
连杆的材料大多采用高强度的精选45钢、40Dr钢等,并经调质处理以改善切削性能和提高抗冲击能力,硬度要求45钢为HB217~293,40Cr为HB223~280。也有采用球墨铸铁和粉末冶金技术的,可降低毛坯成本。
钢制连杆的毛坯一般都是锻造生产,其毛坯形式有两种:一种是体、盖分开锻造;另一种是将体、盖锻成一体,在加工过程中再切开或采用胀断工艺将其胀断。另外为避免毛坯出现缺陷,要求对其进行100%的硬度测量和探伤。

连杆加工工艺过程
1、定位及夹紧
1)粗基准的正确选择和初定位夹具的合理设计是加工工艺中至关重要的问题。在拉连杆大小头侧定位面时,采用连杆的基准端面及小头毛坯外圆三点和大头毛坯外圆二点粗基准定位方式。这样保证了大小头孔和盖上各加工面加工余量均匀,保证了连杆大头称重去重均匀,保证了零件总成最终形状及位置。
2)在连杆杆和总成的加工中,采用杆端面、小头顶面和侧面、大头侧面的加工定位方式。在螺栓孔至止口斜结合面加工工序的连杆盖加工中,采用了以其端面、螺栓两座面、一螺栓座面的侧面的加工定位方法。这种重复定位精度高且稳定可靠的定位、夹紧方法,可使零件变形小,操作方便,能通用于从粗加工到精加工中的各道工序。由于定位基准统一,使各工序中定位点的大小及位置也保持相同。这些都为稳定工艺、保证加工精度提供了良好的条件。

2、加工顺序的安排和加工阶段的划分
连杆的尺寸精度、形状精度和位置精度的要求都很高,但刚度又较差,容易产生变形。连杆的主要加工表面为大小头孔、两端面、连杆盖与连杆体的接合面和螺栓等。次要表面为油孔、锁口槽等。还有称重去重、检验、清洗和去毛刺等工序。连杆是模锻件,孔的加工余量较大,切削加工时易产生残余应力。因此,在安排工艺过程时,应把各主要表面的粗、精加工工序分开。这样,粗加工产生的变形就可以在半精加工中得到修正。半精加工中产生的变形可以在精加工中得到修正,最后达到零件的技术要求同时在工序安排上先加工定位基准。

先来看一段连杆双面铣加工视频
建议wifi下观看
连杆工艺过程可分为以下阶段:
1)粗加工阶段
粗加工阶段也是连杆体和盖合并前的加工阶段:主要是基准面的加工,包括辅助基准面加工,准备连杆体及盖合并所进行的加工,如两者对口面的铣、磨等。
2)半精加工阶段
半精加工阶段也是连杆体和盖合并后的加工,如精磨两平面,半精楼大头孔及孔口倒角等。总之,是为精加工大、小头孔作准备的阶段。
3)精加工阶段
精加工阶段主要是最终保证连杆主要表面上大、小孔全部达到图纸要求的阶段,如珩磨大头孔、精镗小头轴承孔等。
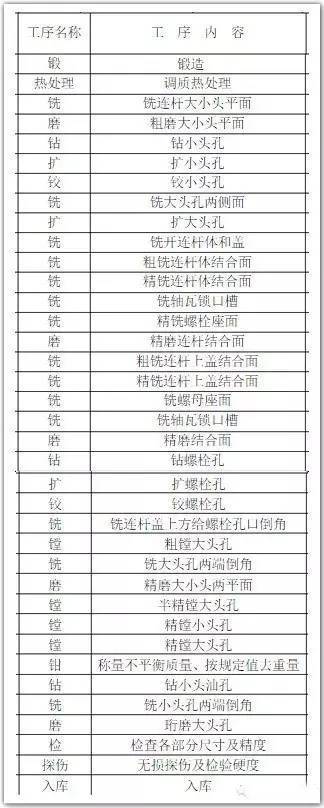
4)连杆加工的工艺流程表
什么样的连杆是好连杆?
连杆的小头通过活塞销与活塞连接,大头与曲轴的轴颈连接,大、小头尺寸取决于承压面积。连杆的工作温度为90~100℃,运转速度为3000~5000r/min。为保证连杆锻件顺利进入自动化精密机加工生产线和加工后的成品零件在发动机中的装配精度,同时,为了保持高速运转时其能承受频率极高的拉压交变应力,使曲轴始终处于平衡状态,要求连杆锻件具有高的强度和抗疲劳寿命。
连杆锻件在满足图纸尺寸精度的前提下还应满足如下技术和质量要求:
未注模锻斜度在3°~5°之间,未注圆角半径R在2~5mm之间。
非加工表面应光洁,不允许有裂纹、折叠、结疤、氧化皮(深度>1mm的凹坑)等缺陷。
分模面残留飞边宽度≤0.8mm。
纵剖面金属纤维方向应沿中心线方向并与外形相符,不得有紊乱和间断,不允许有气孔、裂纹、折叠和非金属夹杂物等缺陷。
调质处理硬度在220~270HB之间。
应对锻件作探伤检查。
锻件上的缺陷不允许补焊。
每批锻件的质量偏差≤3%。
结语
国产爆缸,宝马还断轴呢,不要轻易说不爱,国产还是有希望的。
目前国内,各大品牌关于曲轴连杆断裂的新闻并不多见,春风大排量摩托车在一定程度上也代表着国产摩托车的最高制造水平,加上前期国宾车在国庆大典阅兵仪式上的亮相,也大大提升春风摩托的曝光度,TR断连杆、TR-G爆缸事件的发生,引起了摩托行业与车友圈的广泛关注。
这类事件的发生,如果归结于没有在售后更换机油,那就未免显得有点牵强了。
对于现阶段的国产摩托车品牌,特别是对于刚刚起步的大排量车款,没有质量问题,一夜之间赶日超欧是不可能的。
车可以有问题,但售后一定要跟上。售后到位了,服务满意了,你觉得还会有人上网去发这些负面内容吗?
相反,由于沟通不畅导致客户情绪激动,做出过激行为,给客户造成了精神损失的同时,也会给自身品牌造成不良影响。
对于国产,我们这群车友都是拿出最大的包容与耐性的,如果哪天我说不爱了,你能理解我们受了多大的委屈吗?
☞ 说明:部分引用内容来自品悦阳光切削刀具

 SZHJ系列中央空调机芯成型设备研制
SZHJ系列中央空调机芯成型设备研制

