选择特殊符号
选择搜索类型
请输入搜索
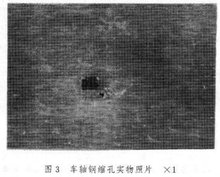
结疤钢材表面未与基体焊合的金属或非金属疤块。有的部分与基体相连,呈舌状;有的与基体不连接,呈鳞片状。后者有时在加工时脱落,形成凹坑。炼钢(浇铸)造成的结疤,疤下一般有肉眼可见的非金属夹杂(图1)。轧钢造成的结疤一般称"轧疤",疤下一般仅有氧化铁皮。 炼钢(浇铸)造成结疤的主要原因有:(1)上铸锭未采取防溅措施或下铸锭开铸过猛造成飞溅结疤。(2)下铸锭保护渣性能不佳或模子不清洁、不干燥,造成钢锭(连铸坯)表面或皮下夹杂、气泡和重皮。(3)模壁严重缺陷或铸温过高造成凸疤和粘模,经轧制或锻压加工演变为结疤。
轧钢方面造成结疤的原因有:(1)成品前某道(架)轧辊或导卫装置缺陷或操作不当造成轧件凸包、耳子、划疤,经再轧形成结疤。(2)钢坯火焰清理清痕过陡或残渣未除净,外物落在钢坯上被轧成结疤。
结疤缺陷直接影响钢材外观质量和力学性能。在成品钢材上不允许结疤存在。对结疤部位可进行磨修,磨修后钢材尺寸应符合标准规定。为了减少和消除结疤,一是炼钢、轧钢要改进有关工艺和操作,二是对钢坯表面缺陷部位进行重点清理或全面扒皮清理。
裂纹 按裂纹形状和形成原因有多种名称,如拉裂、横裂、裂缝、裂纹、发纹、炸裂(响裂)、脆裂(矫裂)、轧裂和剪裂等。从炼钢、轧钢到钢材深加工几乎每道工序都有造成裂纹的因素。
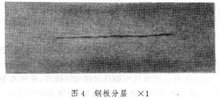
(1)炼钢方面。钢中硫、磷含量高,钢的强度、塑性低;铸锭浇铸(模铸、连铸)温度过高,浇铸速度过快,铸流不正;钢锭模、结晶器设计不合理;冷却强度不足或冷却不均,造成激冷层薄或局部应力过大;钢锭模有严重缺陷或保温帽安装不良造成钢锭凝固过程悬挂;保护渣性能不佳,模子潮和各种浇铸操作不良都能造成钢锭表面质量不佳,在钢材上形成裂纹(图2)。
(2)轧钢(锻造)方面。钢锭、钢坯加热温度不均或过烧造成裂纹;高碳钢加热或冷却过快,火焰清理或火焰切割钢材温度过低造成炸裂;钢材矫直应力过大,矫直次数过多而又未进行适当热处理时易产生矫裂;冷拔管、线钢料热处理不良或过酸洗造成裂纹;钢件在蓝脆区剪切易剪裂;焊接工艺不当造成焊缝或热影响区裂纹。 裂纹直接影响钢材的力学性能和耐腐蚀性能,成品钢材不允许裂纹存在。对于裂纹可以进行磨修,磨修后钢材尺寸应符合标准规定。为了防止或减少钢材裂纹,一是要改进炼钢、轧钢和钢材深加工及有关工序工艺操作;二是对钢坯缺陷部位要进行重点清理,对重要用途钢坯可以进行扒皮处理。
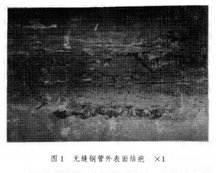
缩孔残余 钢水凝固过程中,由于体积收缩,在钢锭或连铸坯心部未能得到充分填充而形成的管状或分散孔洞。在热加工前,因为切头量过小或缩孔较深,造成切除不尽,其残留部分称为缩孔残余(图3)。 缩孔残余分布在钢锭上部中心处,并与钢锭顶部贯通的叫一次缩孔。由于设计的钢锭模细长或上小下大,在浇铸凝固过程中,钢锭截口以下锭中心仍有未凝固的钢水,凝固后期不能充分填充,形成的孔洞叫二次缩孔。一次缩孔和二次缩孔有本质差别,前者只出现在钢锭头部,后者在钢锭上、中、下部位都有可能出现。一次缩孔酸洗试片中心区域呈不规则的折皱裂缝或空洞。在其上或附近常伴有严重的夹渣、成分偏析和疏松。二次缩孔孔洞中或附近没有夹渣,但有偏析生成碳物。一次缩孔残余和空气贯通的二次缩孔在轧制(锻造)过程中不能焊合,与空气隔绝的二次缩孔和连铸坯缩孔在轧制时一般能够焊合,不影响钢材使用性能。
缩孔残余严重地破坏钢材的连续性,是钢材不允许存在的缺陷,轧制(锻造)时必然在钢坯上产生裂纹。为了防止缩孔的产生,要求正确设计钢锭模和保温帽尺寸,并采用性能优良的保护渣、保温剂(发热剂)和绝热板,把缩孔控制在钢锭头部,以保证在开坯时切掉。控制浇铸速度不要太快,温度不要过高可以防止缩孔产生。
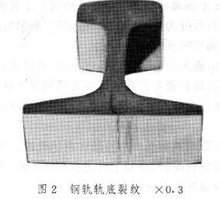
分层 钢材基体上出现的互不结合的两层结构。分层一般都平行于压力加工表面,在纵、横向断面低倍试片上均有黑线(图4)。分层严重时有裂缝发生,在裂缝中往往有氧化铁、非金属夹杂和严重的偏析物质。 镇静钢钢锭的缩孔和沸腾钢锭的气囊及尾孔经轧制(锻造)不能焊合产生分层。钢中大型夹杂和严重成分偏析也能产生分层。分层是钢材中不允许存在的缺陷,严重影响钢材的使用。
防止分层缺陷的措施有:(1)炼钢方面,要净化钢质,减少偏析、缩孔、气囊和大型非金属夹杂,防止连铸坯产生中间裂纹。(2)轧钢方面,在钢锭加热时要严防内裂,初轧坯要切净缩孔和尾孔。
白点 在钢材纵、横断面酸浸试片上,出现的不同长度无规则的发纹。它在横向低倍试片上呈放射状、同心圆或不规则分布,多距钢件中心或与表面有一定距离。型钢在横向或纵向断口上,呈圆形或椭圆形白亮点(图5)。直径一般为3~10mm。
板钢在纵向、横向断口上白点特征不明显,而在z向断口上呈现长条状或椭圆状白色斑点。采用断口检查白点时,最好把试样先进行淬火和调质处理。
钢坯上出现白点,经压力加工后可变形或延伸,压下率较大时也能焊合。
白点缺陷对钢材力学性能(韧性和塑性)影响很大,当白点平面垂直方向受应力作用时,会导致钢件突然断裂。因此,钢材不允许白点存在。 白点产生的原因,一般认为是钢中氢含量偏高和组织应力共同作用的结果。奥氏体中溶解的氢,在冷却相变过程中,其溶解度显著降低,所析出的氢原子聚集在钢材微孔中或晶间偏析区或夹杂物周围,结合成氢分子,产生巨大局部压力,当这种压力与相变组织应力相结合超过钢的强度时,则产生裂纹,形成白点。
白点多在高碳钢,马氏体钢和贝氏体钢中出现。奥氏体钢和低碳铁素体钢一般不出现白点。
消除白点的措施主要是改进冶炼操作,采用真空处理,降低钢水氢含量和采用钢坯(钢材)缓冷工艺。
偏析 钢材成分的严重不均匀(图6)。这种现象不仅包括常见的元素(如碳、锰、硅、硫、磷)分布的不均匀性,还包括气体和非金属夹杂分布的不均匀性。 偏析产生的原因是钢水在凝固过程中,由于选分结晶造成的。首先结晶出来的晶核纯度较高,杂质遗留在后结晶的钢水中。因此,结晶前沿的钢水为碳、硫、磷等杂质富集。随着温度降低,杂质凝固在树枝晶间,或形成不同程度的偏析带。此外,随着温度降低,气体在钢水中溶解度下降,在结晶前沿析出并形成气泡上浮,富集杂质的钢水沿上山轨迹形成条状偏析带。由于偏析在钢锭上出现部位不同和在低倍试片上表现出形式各异,偏析可分为方形偏析、"V"、"^"形偏析、点状偏析、中心偏析和晶间偏析等。
另外,脱氧合金化工艺操作不当,可以造成严重的成分不均。保护渣卷入到钢水中造成局部增碳。这些因素使钢材产生偏析的程度往往超过由于选分结晶造成的偏析。
偏析影响钢材的力学性能和耐蚀性能。严重偏析可能造成钢材脆断,冷加工时还会损坏机械,故超过允许级别的偏析是不允许存在的。
偏析程度往往与锭型、钢种、冶炼操作和浇铸条件有关。合金元素、杂质和气体的偏析,随浇铸温度升高和浇铸速度加快,偏析程度愈严重。连铸钢采用电磁搅拌可以减轻偏析程度。另外,增加钢水洁净度是减轻偏析的重要措施。
非金属夹杂 钢中含有与基体金属成分不同的非金属物质(图7)。它破坏了金属基体的连续性和各向同性性能。 按非金属夹杂的来源可分为内生夹杂、外来夹杂及两者混合物。内生夹杂是由脱氧和结晶时进行的各种物理化学反应形成的,主要是钢中氧、硫、氮同其他成分间的反应产物,如Al2O3等。内生夹杂的特点是颗粒小,在钢内分布均匀,它与脱氧方法和化学成分有密切关系。外来夹杂是指钢中混入耐火材料、炉渣、钢包渣和模内保护渣等外来物质。外来夹杂的特点是尺寸大,成分结构复杂,分布不规则,具有很大的偶然性。空气对钢水的二次氧化会形成外来夹杂。在炼钢过程中,外来夹杂与内生夹杂往往会形成两者的混合物,具有两者的共同特点,使检验者难以分辨其来源。非金属夹杂按颗粒大小可分为亚显微、显微和大颗粒夹杂三种,其颗粒尺寸分别为<1μm、1~100μm和>100μm。大颗粒夹杂往往出现在钢锭沉淀晶区和皮下位置。连铸钢上弧区有时也发现大颗粒夹杂。
按非金属夹杂本身性质,可以分为塑性夹杂和脆性夹杂两种。塑性夹杂在热加工过程中,随金属一起发生变形,如MnS;而脆性夹杂,随热加工金属的变彤发生破碎,如Al2O3。当非金属夹杂熔点特别高时,在钢中一生成就以固态形式存在,这类非金属夹杂物在热加工时既不变形,也不破碎,保持其原来形状,如TiN。对于熔点很低的夹杂,从最后结晶母液中排除,此时多沿初生奥氏体晶界呈网状薄膜析出,如FeS。
钢中非金属夹杂对钢材的强度、伸长率、韧性和疲劳强度有不同程度的影响。按使用要求,根据中国国家非金属夹杂标准评定钢材夹杂级别。钢材中不允许存在严重危害钢材性能的大颗粒夹杂。
保证出钢和浇铸系统清洁,采用吹氩、渣洗、喷粉、真空处理等炉外精炼措施及保护浇铸措施,可以减少钢中非金属夹杂。
疏松 钢材截面热酸蚀试片上组织不致密的现象(图8)。在钢材横断面热酸蚀试片上,存在许多孔隙和小黑点子,呈现组织不致密现象,当这些孔隙和小黑点子分布在整个试片上时叫一股疏松,集中分布在中心的叫做中心疏松。在纵向热酸蚀试片上,疏松表现为不同长度的条纹,但仔细观察或用8~10倍放大镜观察,条纹没有深度。用扫描电子显微镜观察孔隙或条纹,可以发现树枝晶末梢有金属结晶的自由表面特征。 疏松的成因与钢水冷凝收缩和选分结晶有关。钢水在结晶时,先结晶的树枝晶晶轴比较纯净,而枝晶问富集偏析元素、气体、非金属夹杂和少量未凝固的钢水,最后凝固时,不能够全部充满枝晶间,因而形成一些细小微孔。
钢材在热加工过程中,疏松可大大改善,但当钢锭疏松严重时,压缩比不足或孔型设计不当时,热加工后疏松还会存在。严重的疏松视为钢材缺陷,当疏松严重时,钢材的力学性能会受到一定影响。但根据钢材使用要求,可以按标准图片评定钢材疏松级别。
采用提高钢水纯净度、加快冷却速度、连铸用电磁搅拌和减少枝晶等措施,可以减少疏松。
带状组织 热加工后的低碳结构钢,其显微组织铁素体和珠光体沿轧向平行排列,呈带状分布,形成钢材带状组织(图9)。 带状组织形成的机制一般有3种:(1)通常,在低碳钢中,当树枝晶间富集磷、硫等杂质,钢材经热加工后,非金属夹杂被拉长。如硫化物,而奥氏体在冷却过程中先共析铁素体沿硫化物夹杂形核和长大,形成铁素体条带。同时,铁素体形成时向铁素体条带两侧排碳,也形成了珠光体条带。(2)当低碳钢中含锰较高时,先凝固的树枝晶晶干成分较纯,形成铁素体条带。而枝晶间含锰、碳、硫、磷等杂质,而且铁素体条带也向枝晶间排碳,形成珠光体条带。(3)当热加工终轧温度较低时,在双相区轧制也能形成带状组织。
带状组织实质上是钢材组织不均匀的一种表现,影响钢材性能,产生备向异性。带状组织降低钢材塑性、冲击韧性和断面收缩率,特别是对横向力学性能影响较大。
根据钢材的使用要求,可以按中国国家带状组织评级标准图片来评定钢材带状组织的级别。
降低钢中夹杂和树枝晶成分偏析是减轻钢中带状组织的主要措施。

 碳素钢
碳素钢
碳素钢
基本简介 含碳量小于 1.35% ,除铁、碳和限量以内的硅、 锰、磷、硫等杂质外,不含其他 合金元素 的钢。碳素钢的性能主要取决于含碳量。含碳量增加,钢的强度、 硬度升高,塑性、 韧性 和 可焊性降低。与其他 钢类相比,碳素钢使用最早,成本低,性能范围宽 ,用量最大。适用 于公称压力 PN≤32.0MPa ,温度为 -30-425 ℃的水、蒸汽、空气、氢、氨、氮及石油制品等 介质。常用牌号有 WC1 、WCB 、ZG25 及优质钢 20、25、30 及低合金结构钢 16Mn 基本分类 按化学成分分类 碳素钢按化学成分(即以含碳量)可分为低碳钢、中碳钢和高碳钢。 (1) 低碳钢 又称软钢,含碳量从 0.10% 至 0.25%低碳钢易于接受各种加工如锻造,焊接和切削,常用 于制造链条,铆钉,螺栓,轴等。 (2) 中碳钢 碳量 0.25% ~0.60% 的碳素钢。有 镇静钢 、半镇静钢 、沸腾
 碳素钢
碳素钢
碳素钢
第一部分 碳素钢 一 .钢和铁的区别 : 铁的合金 首先应该知道铁和钢的区别在于它们含碳量的不同 (分别为 2%-4.3%和 0.03%-2%),然后 还要了解铁和钢各自的分类情况,重点放在各种物质的俗名和实际用途上,如铸造生铁俗名 灰口铁,常用于制造各种铸件等。 炼铁 铁的矿石有很多种 :磁铁矿、赤铁矿 等,对于这些矿石所对应的主要成分大家应该知道, 否则在出现类似“写出用一氧化碳还原磁铁矿的反应方程式”的题目时,就会不知所措的。 接下来要对炼铁的主要反映原理加以了解,即利用还原剂将铁还原出来,要注意对试验的现 象的表述——“红棕色的粉末变成黑色”。由此及彼,高炉中炼铁的原理也大致如此。对于 实际生产中的一些知识,首先应该了解高炉的基本结构“五炉、两进口、三出口”,及各部 分发生的化学反应、炉渣的生成反应等,需要注意的是:高炉煤气的成分为一氧化碳、二氧 化碳和氮气等的混合气体,需经过净化