套色控制系统
光电眼的作用是对承印物料上的色标进行监视和采样,它安装在第2色以后(含第2色)的各印刷单元的调节支座上。编码器则具有把承印物上的色标与图案或其它污迹相区别的作用,它与版辊一起同步旋转,为计算机提供定位基准。计算机程序根据采样信号和基准信号进行处理获得色标搜索区。
-

选择特殊符号
选择搜索类型
请输入搜索
光电眼的作用是对承印物料上的色标进行监视和采样,它安装在第2色以后(含第2色)的各印刷单元的调节支座上。编码器则具有把承印物上的色标与图案或其它污迹相区别的作用,它与版辊一起同步旋转,为计算机提供定位基准。计算机程序根据采样信号和基准信号进行处理获得色标搜索区。
各色搜索区间的大小还能自动调整。只有在搜索区间内,光电限产生的套色标志脉冲才能顺利地送入中央控制器,而非搜索区间内的图案或污迹产生的脉冲就会被拒绝往下传达。因此,光电眼与编码器配合使用就能准确地筛选出套色标志脉冲,并及时输送到中央控制器。
一般器材供应商可提供的光电眼结构形式有两种:单光电眼和双光电眼。现将双光电服的作用原理示于图3中。它是由一个光源、两个透镜、两个光电眼管所组成。因此,在反射面上聚集有两个焦点,两个光电管分别接收两个焦点的反射光。焦点的形状具有A型和B型两种不同的形状。
在这两个焦点面上各套色标志通过时,反射光的变化在光电管上表示出来。把这种变化转换成电流,就作为电流的变化送入到中央控制器,并称为脉冲,当两个脉冲在两个光电管同时发生时套色偏差为零。在时间上不管哪一方先发生,均作为套色偏差而存在。这个时间愈短,套色偏差量就越小。另外,把检测第1色的光电管脉冲作为基准,如果第2色的光电管脉冲比它先发生,规定为超前;反之,比它后发生,则规定为滞后。
单光电眼的作用原理基本相同,它由一个光源、一个透镜和一个光电管组成。在反射面上只有一个焦点,当套色标志通过焦点面时,只能对一个色标进行采样,各色标间距及套色偏差量的大小和方向,则由计算机程序处理,并进行运算和判断。
纠偏装置是对套色偏差进行修正的执行机构。它主要由套色电机、套色调节导辊和一对滚珠丝杆等组成。当输出电路送来套色偏差修正指令时,启动套色电机正转或反转,通过减速齿轮控制两根左、右垂直安装的滚珠丝杆作同步同向旋转,带动套色调节导辊垂直上升或下降。调整版辊间承印物料的长度,使套色偏差趋近于零。套色电机只是在有指令信号来到时才运作,指令一旦消失就立即停止转动,因而它能把输出电路送来的偏差修正指令准确地传达给套色调节导辊。
由于上述的运算和修正工作是在版辊每圈每圈运转同时进行的,既便偏差的变化速度十分迅速,也能保证修正工作顺利地完成,完全消除了套色偏差的积累,使电脑套色控制装置具有很高的套准精度,套色控制过程也非常稳定和可靠。
目前,比较先进的套色系统均采用了计算机控制方式的自动套色装置,它的特点是能高速准确地进行采样和运算,版辊每转动一圈就及时修正一次,完全可适应套色偏差的快速变化。因而能确保高速、准确地套色,完全消除了套色偏差的积累。通常情况下,它主要由光电眼、编码器、中央控制器、纠编装置及显示屏等五大部分构成。
一般需单独计算。垂直立线这一段一般是采用金属软管敷设的。
其实是一回事。英文原名:DCS-Distributed Control System,直译的话即为分布式控制系统或分散控制系统,只是其也有集中操作管理的功能,所以一般我们用的都是意译:集散控制系统。现...
DCS控制系统(DIstributed Control System,分散控制系统)是随着现代大型工业生产自动化的不断兴起和过程控制要求的日益复杂应运而生的综合控制系统。它是计算机技术、系统控制技术、...
中央控制器是自动电脑套色装置的中枢部分,起着大脑的作用。它根据采样送入的脉冲信号加以分析判断套色偏差有无,偏差量的大小及方向,为使套色偏差保持在零的位置上,准确、及时地进行控制。它由计算机主机、I/O端口、光隔离板和专用电源等部件组成。在计算机主板上设置了输入电路、运算电路、输出电路等。
输入电路的作用是自动地将采样脉冲整形成统一规则的输入脉冲。因为套色标志的颜色各不相同。光电管产生的脉冲变化也就不同,脉冲的形状随之发生变化。如果第1色与第2色的脉冲形状不同,就很难对它们进行比较分析。
然后,被整形的脉冲,如果相对于主脉冲延迟了时间(T)才发生,这时主电路就产生一个T宽度的矩形脉冲,并把它作为延迟套色偏差信号送入运算电路,反之,如果该脉冲相对于主脉冲超前(T1)发生,同样产生一个T1宽度的矩形脉冲作为超前套色偏差信号送入运算电路。
运算电路采用了先进的微处理器,是中央控制器的心脏部分,它根据已设定的版辊周长,编码器发生的基准脉冲以及各版辊间的距离等数据,与由输入电路送来的套色偏差数据,一起进行运算,得出正确的运算结果。此时,一方面将运算结果输出到显示屏进行指示;另一方面边存储此数值,边监视其与下圈偏差的变化,根据其变化率立刻运算出能适应准确套色的修正量,用这个修正量由输出电路来指示纠编装置进行偏差修正工作。

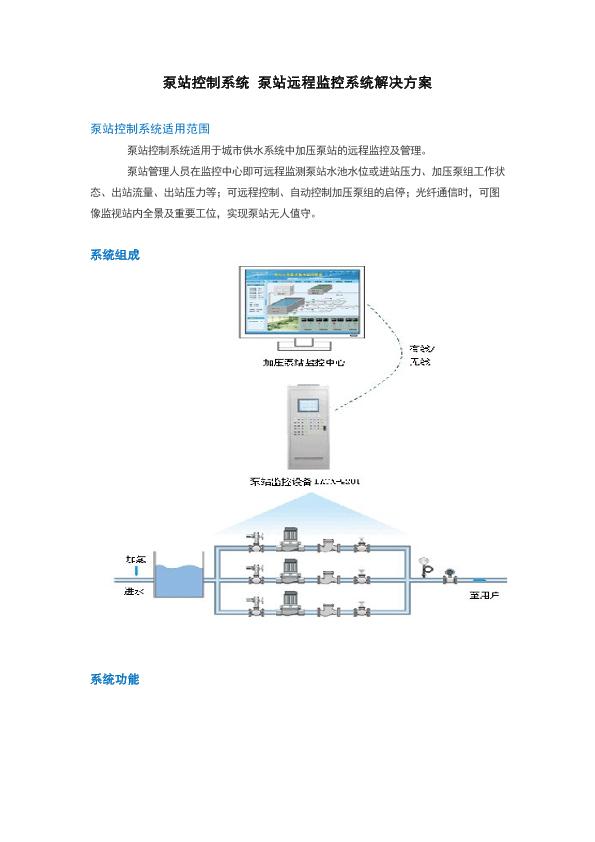 泵站控制系统 泵站控制系统解决方案
泵站控制系统 泵站控制系统解决方案
泵站控制系统 泵站控制系统解决方案
泵站控制系统适用于城市供水系统中加压泵站的远程监控及管理。
套色顺序 (color sequence), 在多色印刷中,按一定的颜色顺序将分色版依次套印在承印物上的颜色顺序
德国海德堡四色机、机组式凹版印机、套色凹版印刷机等
作法有两种:
其一是在表面满套其它颜色的玻璃,之后用琢玉的方法在表层上碾琢纹饰;
其二是用烧熔的色玻璃棒直接在胎体上粘贴出花纹,之后稍加打磨即可,这种作法可以作出多色的物象。
套色玻璃的主要品种有白套红、白套蓝,还有黑套红、黄套绿、绿套蓝等。套色玻璃既有色彩和谐之美,又有浮雕的立体效果。其制作虽然殊费工时,较为复杂,却有良好的艺术效果,在玻璃艺术史上是一项重要的发明和创造。
(中国古代玻璃)