涂布
- 将糊状聚合物、熔融态聚合物或聚合物熔液涂布于纸、布、塑料薄膜上制得复合材料(膜)的方法。
-

选择特殊符号
选择搜索类型
请输入搜索
涂布纸,俗名铜版纸,种类较多,可用于各种各样的彩色印刷品的印刷。涂布纸的种类有以下几种:
1. 单面铜版纸:为一面涂布压光,一面上胶处理。纸张两面性质不同,适用于两面不同的印刷。
2. 双面铜版纸:为两面涂布压光处理,底面有光泽,具有良好的尺寸稳定性,适用于一般的彩色印刷。
3. 特级双面铜版纸:为两面涂布压光处理,比一般双面铜版纸具有更好的光泽,表面平滑细致,适合需表现金属类质感的光亮物品的印刷。
4. 高级雪面(无光)铜版纸:经两面涂布压光,但纸面光泽低,粉质表面不伤眼。适合国画复制品及服饰布料等不反光物品的印刷,给人以古朴、典雅的感觉。
5. 新丽2000特种铜版纸:为双面两次涂布再经压光处理,具有良好的光泽性及平滑性,适合高级彩色印刷品的印刷。
6. 压纹铜版纸:双面涂布再经压纹的纸张,纸面光泽低,经过凸压的缘故,纸面具立体感,适合于油画的复制,美术广告设计等彩印。
7. 轻量涂布纸:表面经轻微涂布处理,较非涂布纸具有更好的表面性质,品质介于涂布纸与非涂布纸之间。
为适用不同需求,轻量涂布纸,有画刊纸、高纸画刊纸、象牙道林纸、雪白道林纸及杂志纸等。
画刊纸:表面经过微量涂料填充纸面空隙,以改善纸面印刷性能,纸面白度高,但光泽低,具有典雅之感。适用于比胶版纸更高的网线彩色印刷。
高级画刊纸:表面除经过微量涂料处理外,另加压光处理,纸面光滑细致,适合细网纸印刷品的印刷,但因压光后纸面的毛细孔减少,具有吸墨性低,托墨性高的特点。
象牙道林纸:表面经过微涂处理,纸面呈柔和象牙白,质地细致平滑,具有良好的阅读性,给人以高级感。适合书籍、高级簿册等印刷品的印刷。
雪白道林纸:双面经过微涂布处理,表面平滑,白度高,可保存百年不变色,适合高级工商日志、书籍簿册,书刊杂志等印刷。
杂志纸:表面经过较涂布再予以压光。纸薄、不透明度高。印刷后光泽明显增加。但因含磨木浆,故纸质较易变黄,适合印刷杂志、书刊等印刷品。
涂布机的用途 适用于鞋材、电子行业、海棉、EVA、PE、布料等涂胶。
专业用于BOPP封箱胶粘带的涂布生产。 主要特点: 1.采用专用的高速涂布头,能有效降低气泡的产生; 2.收放卷均配置全速自动接膜机构,张力闭环自动控制; 3....涂布机的工作流程:将成卷的基材,如:纸张、布匹、皮革、铝箔、塑料薄膜等,涂上一层特定功能的胶、涂料或油墨等,并烘干后收卷。
plastic coating
如以PVC糊刮涂于布基上制得人造革的刮涂法,将流延涂布于纸上的流延涂布法,将挤出平膜涂布于基材的挤出涂布法,将涂料均匀地刷在基材上的刷涂法,此外还有辊涂、喷涂、粉沫涂布等。
在工件,如版材上涂覆涂料的生产过程。
涂布:为了防腐,绝缘,装饰等目的,以液体或粉末形式在织物,纸张,金属箔或板等物体表面上涂盖塑料薄层。注:划分衬里,被覆,涂布的原则是皮膜厚度依次变薄。
涂布纸,俗名铜版纸,种类较多,可用于各种各样的彩色印刷品的印刷。涂布纸的种类有以下几种:
1. 单面铜版纸:为一面涂布压光,一面上胶处理。纸张两面性质不同,适用于两面不同的印刷。
2. 双面铜版纸:为两面涂布压光处理,底面有光泽,具有良好的尺寸稳定性,适用于一般的彩色印刷。
3. 特级双面铜版纸:为两面涂布压光处理,比一般双面铜版纸具有更好的光泽,表面平滑细致,适合需表现金属类质感的光亮物品的印刷。
4. 高级雪面(无光)铜版纸:经两面涂布压光,但纸面光泽低,粉质表面不伤眼。适合国画复制品及服饰布料等不反光物品的印刷,给人以古朴、典雅的感觉。
5. 新丽2000特种铜版纸:为双面两次涂布再经压光处理,具有良好的光泽性及平滑性,适合高级彩色印刷品的印刷。
6. 压纹铜版纸:双面涂布再经压纹的纸张,纸面光泽低,经过凸压的缘故,纸面具立体感,适合于油画的复制,美术广告设计等彩印。
7. 轻量涂布纸:表面经轻微涂布处理,较非涂布纸具有更好的表面性质,品质介于涂布纸与非涂布纸之间。
为适用不同需求,轻量涂布纸,有画刊纸、高纸画刊纸、象牙道林纸、雪白道林纸及杂志纸等。
画刊纸:表面经过微量涂料填充纸面空隙,以改善纸面印刷性能,纸面白度高,但光泽低,具有典雅之感。适用于比胶版纸更高的网线彩色印刷。
高级画刊纸:表面除经过微量涂料处理外,另加压光处理,纸面光滑细致,适合细网纸印刷品的印刷,但因压光后纸面的毛细孔减少,具有吸墨性低,托墨性高的特点。
象牙道林纸:表面经过微涂处理,纸面呈柔和象牙白,质地细致平滑,具有良好的阅读性,给人以高级感。适合书籍、高级簿册等印刷品的印刷。
雪白道林纸:双面经过微涂布处理,表面平滑,白度高,可保存百年不变色,适合高级工商日志、书籍簿册,书刊杂志等印刷。
杂志纸:表面经过较涂布再予以压光。纸薄、不透明度高。印刷后光泽明显增加。但因含磨木浆,故纸质较易变黄,适合印刷杂志、书刊等印刷品。
涂布机的用途 适用于鞋材、电子行业、海棉、EVA、PE、布料等涂胶。
专业用于BOPP封箱胶粘带的涂布生产。 主要特点: 1.采用专用的高速涂布头,能有效降低气泡的产生; 2.收放卷均配置全速自动接膜机构,张力闭环自动控制; 3....涂布机的工作流程:将成卷的基材,如:纸张、布匹、皮革、铝箔、塑料薄膜等,涂上一层特定功能的胶、涂料或油墨等,并烘干后收卷。
近年来,随着国内外交流的日益增多,国际上著名品牌涂料产品在国内使用也日渐普遍,其涂布率概念也为许多使用单位所接受,即以“m 2 /L”来表示产品的使用量。由于我国现有的涂料试验方法标准中还没有测定涂布...
16.00 16.00≥20千克 硝基涂布漆,飞机硝基涂布漆,高收缩力硝基涂布漆 中泰致远(天津)涂料有限公司
涂布线棒是用来制备特定厚度的湿膜,由于比较精细,价格也不低。例如OSP的挤压式涂布线棒,能制备很薄的湿膜;而RK涂布线棒则是简单快速有效,能制备4-500微米的湿膜;还有一个是RDS品牌,这个品牌有双...
纸张、超薄线路板、玻璃纤维布、PVC透明薄膜。
涂布胶要求前期固化要慢,最好是3-5天都不固化,但加温后要求快速固化,3-5分钟内固化。
纸张、超薄线路板、玻璃纤维布、PVC透明薄膜。
plastic coating
如以PVC糊刮涂于布基上制得人造革的刮涂法,将流延涂布于纸上的流延涂布法,将挤出平膜涂布于基材的挤出涂布法,将涂料均匀地刷在基材上的刷涂法,此外还有辊涂、喷涂、粉沫涂布等。
在工件,如版材上涂覆涂料的生产过程。
涂布:为了防腐,绝缘,装饰等目的,以液体或粉末形式在织物,纸张,金属箔或板等物体表面上涂盖塑料薄层。注:划分衬里,被覆,涂布的原则是皮膜厚度依次变薄。
涂布胶要求前期固化要慢,最好是3-5天都不固化,但加温后要求快速固化,3-5分钟内固化。

 彩色铝箔涂布加工工艺
彩色铝箔涂布加工工艺
彩色铝箔涂布加工工艺
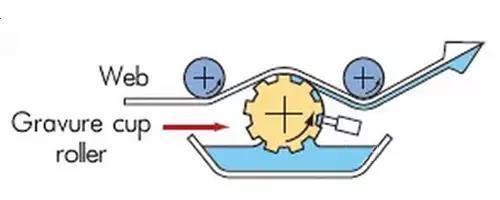
彩色铝箔涂布加工工艺 【内容提要】彩色铝箔印刷与涂布工艺过程必须由保护层 /印刷层 /铝箔层 /印刷层 /黏合层等组成,但最 基本的工艺组成必须有涂布保护层、铝箔印刷层、涂布黏合层,通过铝箔印刷涂布机来完成。目前多数彩 色铝箔印刷涂布设备的涂布工序用网纹辊涂布装置,也称为网线涂布方法。 彩色铝箔印刷与涂布工艺过程必须由保护层 /印刷层 /铝箔层 /印刷层 /黏合层等组成, 但最基本的工艺组成 必须有涂布保护层、铝箔印刷层、涂布黏合层,通过铝箔印刷涂布机来完成。目前多数彩色铝箔印刷涂布 设备的涂布工序用网纹辊涂布装置,也称为网线涂布方法。使用的涂布网纹辊的表面是由网穴与网墙组成 的。辊上的凹点通常称为网穴,高的部分被称为网墙或网线,网墙与网穴的比例约为 1:5。网纹辊经加工 后表面镀一层厚度为 0.015~0.02 毫米的硬铬,以增加网纹辊表面硬度,其硬度值为: HRc62~65。对铝箔 进
 多彩漆施工涂布量提供
多彩漆施工涂布量提供
多彩漆施工涂布量提供
一.多彩漆配套产品体系及参考用量(所用材料应符合相关标准) : 1. 封闭透明底漆一遍 SGD205 参考用量:涂布量: 0.1~ 0.2kg/ ㎡ 2. 中层色 ① 平涂中途 SGE100两遍 参考用量:涂布量: 0.2~0.3kg/ ㎡ ② 凹凸面造型材料 真石漆 参考用量: 3-5kg/ ㎡ ZSG100 弹性拉毛 参考用量: 0.4-1.0kg SGZ100/SGZ400 质感涂料 参考用量: 2-3kg/ ㎡ ZSG200 3. 水包水多彩涂料主材,二遍 ZSG400(调色) 参考用量:平面效果: 0.3-0.8kg/ ㎡;凹凸面效果: 0.5-1.8 kg/ ㎡(根据板材效果 而定) 4. 罩光清漆 SGM100,2-3遍 参考用量: 0.1-0.2 kg/ ㎡ 二.施工操作 1. 底漆滚涂或喷涂: 1.1 施工方法:喷涂 / 滚涂。 腻子层表面形
纸张涂布的方法可分为机上涂布与机后涂布两种,各有其优缺点,概略如下:
所谓机上涂布是将抄纸机与涂布机连结在一起,即涂布机(coater) ,是抄纸机(paper machine)上的一个部分单元,由于涂布机的涂布速度须与抄纸机的车速相同,适合生产单一种类而需求量大的涂布纸。机上涂布的优缺点如下:
优点:
涂布机与抄纸机连结在一起,故无卷筒操作时之纸头纸尾的损纸发生。
不需专用的空间来储放待用的原纸卷。
机器占用的空间较小。
不需卷筒、搬运即装卸铁芯,故可减少人工之需要。
不需专用的干燥设备与原纸架及裁切机,因此装贵成本较低。
作业单纯,适宜种类少、数量大之涂布纸大量生产。
可提早辨认原纸品质的问题。
缺点:
l.变化弹性小,不适于生产品种多、数量少之涂布纸。
2.若涂布机或抄纸机发生故障时,会造成另一机器的停车。
机后涂布则是将抄纸机与涂布机完全分开,各自独立放置于不同的地点,将抄纸机所抄的原纸卷筒后送至涂布机的原纸架上,需经后段加工时,再由涂布机施以涂布的工作。其优缺点归纳如下:
优点:
涂布机与抄纸机各自独立,因此一台涂布机可以涂布好几台抄纸机所抄制的各种纸张。
变化弹性大,适于生产各种等级的涂布产品。
涂布机的车速一般较抄纸机快,因此调度很容易,加工生产量也较大。
适合生产成品种类多、数量少之涂布纸张。
提供优良的涂布品质。
涂布机与抄纸机分开,故两者之一遇有故障时,不会相互影响造成机器皆需停车之困扰。
缺点:
原纸在卷筒操作时必会有纸头纸尾的损纸产生,损纸率较大。
原纸卷筒及存放,需较高的人工费用和厂房空间。
涂布机需配岂原纸架、裁纸机、涂料干燥等设备,所以机器所占空间较大,且所需设备费用较贵。
由上述可知,机上涂布法有其成本较低的优势,而欲改善机上涂布加工纸之品质可从多方面着手,如改良涂布机、干燥方式与压光设备等硬件方面,或提高固形份和减少接着剂用量等涂布配方;本此实验乃希望利用塑料颜料来改善涂布纸张之不透明度、光泽度、印刷光泽度等印刷适性,同时添加辅助接着剂以改良涂料之保水度、高剪力黏度等操作性。
在过去,由于受限于涂布机之设备与抄纸机之车速,机上涂布通常只能生产涂布量较低的涂布纸,如LWC等,或是作为需经后段加工之预涂纸。而在新一代涂布机的改良后,一种名为HSM之涂布机已能提高涂布量,相信在经过不久的努力后,机上涂布加工纸也能达到类似铜版纸之效果。
文章出处:“涂布在线资讯”公众号
微凹辊涂布方式的开发是基于市场对于薄层涂布均匀需求的提高。这种新的涂布方式结构简单,工艺重复性好并且可靠。
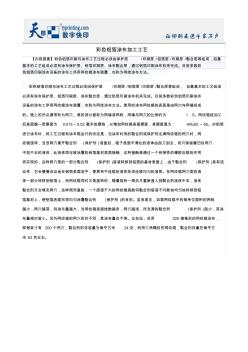
跟传统的网纹辊类似,微凹辊的辊面也雕刻有孔穴,孔穴的大小用于控制可以从胶盘转移的胶量,通过刮刀把多余的料刮除,剩余在孔穴里的料以一定的比例转移到基材上,通常微凹辊使用接触式反转涂布(Reverse Kiss Coating),如下图。
什么是微凹辊?
接触式
为什么要选择接触式的呢?
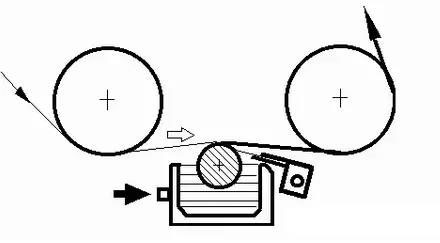
传统的网纹辊涂布设备的机构如下图,通常有上下两个辊,上辊为橡胶辊,下辊网纹辊,两个辊的直径相同,涂布时两者压合,这种结构的设计最大的问题是,因为有压合点的存在,容易产生皱褶和断线。
而微凹辊采用接触式,可以避免以上的问题。另外从安全的角度来讲,接触式也因为减少了压合点,避免了操作人员被夹的风险。
反转式
反转有什么优势?
所谓反转,是指微凹辊的转动方向与基材的方向相反,辊的表面对基材有更多的剪切。
据涂布在线了解,如果两者的方向相同的话,基材与辊分离的瞬间,涂布溶液在两者的分离点会产生“撕裂”(film splitting),一部分溶液转移到基材上,一部分留在辊上,这种“撕裂”会造成涂布外观的缺陷如条纹(ribbing),而反转因为存在反方向的剪切,从一定程度上可以抹平涂层。
微凹辊 vs 其他涂布方式
那么,微凹辊和传统的网纹辊涂布比到底有什么差异呢?
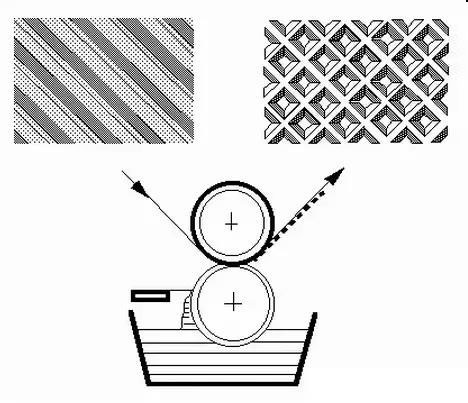
微凹辊,所谓微是指网纹辊的直径和传统网纹辊比要小。
传统的现在被广泛应用的网纹辊的直径通常是125 到 250 毫米。而微凹辊的直径通常只有20到50毫米,在国内市场可以买到或者有使用的比这个再稍大一点,50到100毫米。
辊的直径大小选择很大程度上要参考涂布的宽度,在较宽涂布的情况下要保证辊的强度和直度,就需要选择直径偏大一点的辊。
比如,涂300毫米宽你可以选择20毫米直径的,涂1米6你就要选择50毫米的。
据涂布在线了解,辊的直径越小,那意味着基材与辊的接触线就越小,当这个接触线越小的时候,出现涂布缺陷的可能就会越小。
如同传统的网纹辊涂布一样,微凹辊的涂布工艺中,辊筒浸润在涂布胶盘中,通过转动把溶液带起,然后通过刮刀把多余的溶液刮除,剩余的溶液填充在微凹辊的孔穴中,孔穴中的积液以一定的比率转移到涂布基材上。
网纹辊涂布结构
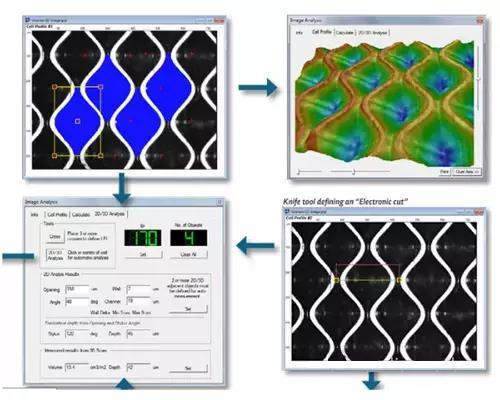
辊筒网纹设计

如果想得到整个幅面均匀的涂布厚度,就需要保证辊筒的带胶在整个幅面上也是均匀并且精确的。
所以整个过程中,辊筒的孔穴容积率和刮刀的设置是决定涂布量的关键因素。一个好的微凹辊供应商会精确地检测制造的微凹辊的孔穴质量和计算孔穴的容积率,并且提供详细的检测报告。
容积率计算
孔穴质量检测
微凹辊的刮刀和大部分传统网纹辊工艺的刮刀是非常不同的。主要的差异是刮刀的柔韧性及刮刀和微凹辊的接触角度。
相比于传统网纹辊的刮刀,微凹辊的刮刀应该选择更薄的厚度和韧性更强的材料。刮刀压在微凹辊上压力应该尽量轻。
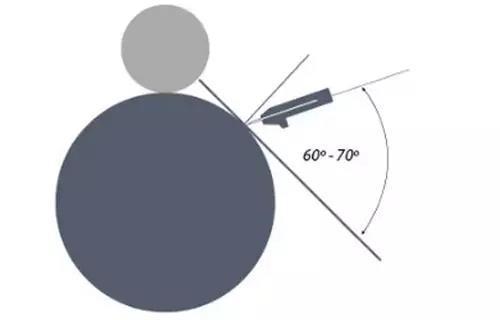
刮刀与微凹辊的接触角度与传统网纹辊比,应该更陡。
据涂布在线了解,传统网纹辊的接触角度如果沿接触点画延长线的话应该是差不多经过辊筒的中心线,而刮刀与微凹辊的接触角度差不多是辊筒的切线角度。
因为如果微凹辊与刮刀的角度处于非切线的位置时,你会发现刮刀的磨损会非常严重和迅速,辊筒和刮刀的寿命都会因此减少很多。
传统网纹辊刮刀接触角度
不同的刮刀选择

微凹辊涂布量的微调整方法
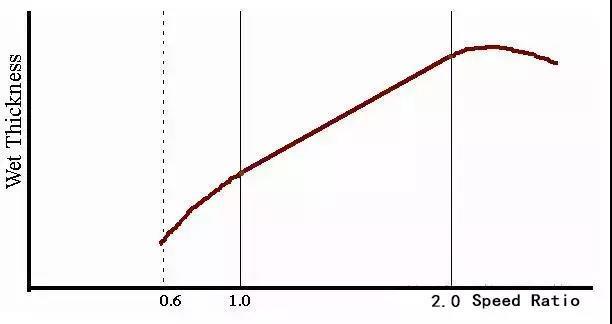
在微凹辊涂布工艺中,基材的速度与涂布辊筒的速度的比值,对于涂布厚度的影响至关重要。
据涂布在线了解,随着辊筒转速的加快,在一定的范围内,涂布量会逐步地增加,等达到一定的峰值,又会呈现下降的趋势,整个曲线如同钟形,而并非会一直增加,其实这点很容易想象。
通常来讲,辊筒的转速比最低应该高于60%,不然可能带不上足够多的胶水,100%-130%是一个比较常规且比较稳定的设置,130%-200%的设置范围内,转速比越往上,涂布量越高,当超过200%时,涂布量反而开始下降,并且变得不稳定。
尽管微凹辊上的孔穴设计是决定涂布量的关键参数,也就是你花钱买了个辊,上面的孔穴定了,然后告诉你你只能涂这个涂布量,那这种涂布方式也太没有亲和力了,性价比极具下降,有没有?
但是这个时候你可以调转速比,从另外一个角度又给涂布量的变化提供了一种可能,突然之间,幸福感又满满了!
通常来说,这个可调的窗口为+/-10%或者更多一些,比方说你买的辊的标准涂布量是50um,那通过转速比的调整你可以涂45-55um的厚度,并且可以保证并不影响涂布质量。
刷式涂布机是最古老的涂布设备,最初于19世纪50年代用于使用瓷土涂料生产涂布墙壁纸。刷式涂布头有3种不同的类型:圆刷涂布头、毯辊涂布头和毯套涂布头。图1为一种早期使用的刷式涂布头。
20世纪30年代气刀涂布机的问世标志着现代纸张涂布工业的诞生。气刀涂布机正是克服了刷式涂布机的上述缺点,迅速被推广,导致了涂布纸产量的急剧增加。
20世纪50年代出现了第一个刮刀式涂布机专利。此后刮刀涂布机技术得到了快速的发展。根据上料设备、刮刀类型和刮刀安装位置的不同,刮刀涂布头也分为许多种,如硬刃刮刀涂布机、拖刀式刮刀涂布机、软刃刮刀涂布机、喷泉式上料刮刀涂布机、短驻留刮刀涂布机、比尔刮刀涂布机、刮辊式涂布机等。
辊式涂布是用涂布辊向涂布面施以涂料,机内涂布以此类涂布机为主。涂布量可通过计量辊间压力进行调节,压力加强,涂料的通过量减少,涂布量也就减少。辊式涂布机的类型:
1、压榨辊式涂布头
2、逆转辊式涂布头
3、传递辊式涂布头
4、凹版辊式涂布头
喷雾涂布技术是一种非接触涂布方式,采用可控高压喷雾技术可对纸或纸板进行单面或双面涂布(施胶)。
多层帘式涂布机只需经过一次涂布操作就能够赋予喷墨打印纸表面三层结构(底层、吸收层
和顶层),并能够在不均匀的纸张表面上获得均匀的涂层
狭缝涂布头包括,涂布液储存罐;泵,用于将涂布液储存罐里 的涂布液通过供给管路压送到喷嘴处;控制部,用于控制泵及喷嘴的的工作,压力检测部,用于检测管路压力,当压力达到预定压力条件时喷嘴排除涂布液。


