涂装线
- 涂装线是指经过一系列的操作过程进行生产的生产线。
-

选择特殊符号
选择搜索类型
请输入搜索
涂装线工艺流程分为:前处理、喷粉涂装、加热固化。管理这一流程,需要注意以下几点:
(1)涂装线前处理工段的生产管理
前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。
在涂装生产线前处理工段或车间,第一要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,必须配置抽气排气、排液和三废处理装置。
前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。
(2)喷粉涂装的组织生产
对于小批量工件,一般采取手动喷粉装置,而对于大批量工件,一般采用手动或自动喷粉装置。无论是手动喷粉或自动喷粉,把住质量关是非常重要的。要确保被喷工件着粉均匀、厚度一致,防止薄喷、漏喷、擦落等缺陷。
在涂装生产线这一工序,还应注意工件之挂钩部分,在进入固化之前,应尽可能将附着其上的粉末吹掉,防止挂钩上之多余粉末固化,有的对固化前去掉余粉确有困难时,应及时剥离挂钩上已固化之粉膜,从而确保挂钩导电良好,以利下批工件易于着粉。
(3)涂装线固化工序生产管理
这一工序应注意的事项有:喷好的工件,如果是小批量单件生产,进固化炉前注意防止碰落粉末,如有擦粉现象,应及时补喷粉末。烘烤时严格工艺及温度、时间控制,切实注意防止色差、过烘或时间过短造成固化不足。
对于大批量自动输送的工件,在进烘道前同样要仔细检查是否漏喷、喷薄或局部擦粉现象,如发现不合格件,应把好关防止进入烘道,尽可能取下重喷。如个别工件因薄喷不合格,在固化出烘道后可以重喷再次固化。
涂装线工艺流程分为:前处理、喷粉涂装、加热固化。管理这一流程,需要注意以下几点:
(1)涂装线前处理工段的生产管理
前处理有手动简易工艺和自动前处理工艺,后者又分自动喷淋和自动浸喷两种工艺。工件在喷粉之前必须进行表面处理去油去锈。在这一工段所用药液较多,主要有除锈剂、除油剂、表调剂、磷化剂等等。
在涂装生产线前处理工段或车间,第一要注意的就是制定必要的强酸强碱购买、运输、保管和使用制度,给工人提供必要的保护着装,安全可靠的盛装、搬运、配置器具,以及制定万一发生事故时的紧急处理措施、抢救办法。其次,在涂装生产线前处理工段,由于存在一定量的废气、废液等三废物质,所以在环保措施方面,必须配置抽气排气、排液和三废处理装置。
前处理过的工件质量,由于前处理液及涂装生产线工艺流程不尽相同,其质量当有差异。处理较好的工件,表面油、锈去尽,为了防止短时间内再次生锈,一般应在前处理后几道工序,进行磷化或钝化处理:在喷粉前,还应将已磷化的工件进行干燥,去其表面水分。小批量单件生产,一般采用自然晾干、晒干、风干。而对于大批量之流水作业,一般采取低温烘干,采用烘箱或烘道。
(2)喷粉涂装的组织生产
对于小批量工件,一般采取手动喷粉装置,而对于大批量工件,一般采用手动或自动喷粉装置。无论是手动喷粉或自动喷粉,把住质量关是非常重要的。要确保被喷工件着粉均匀、厚度一致,防止薄喷、漏喷、擦落等缺陷。
在涂装生产线这一工序,还应注意工件之挂钩部分,在进入固化之前,应尽可能将附着其上的粉末吹掉,防止挂钩上之多余粉末固化,有的对固化前去掉余粉确有困难时,应及时剥离挂钩上已固化之粉膜,从而确保挂钩导电良好,以利下批工件易于着粉。
(3)涂装线固化工序生产管理
这一工序应注意的事项有:喷好的工件,如果是小批量单件生产,进固化炉前注意防止碰落粉末,如有擦粉现象,应及时补喷粉末。烘烤时严格工艺及温度、时间控制,切实注意防止色差、过烘或时间过短造成固化不足。
对于大批量自动输送的工件,在进烘道前同样要仔细检查是否漏喷、喷薄或局部擦粉现象,如发现不合格件,应把好关防止进入烘道,尽可能取下重喷。如个别工件因薄喷不合格,在固化出烘道后可以重喷再次固化。

一、涂装线是指:经过下面一系列的操作过程进行生产的生产线
二、具体操作过程如下:
1、投入产品:把被涂物放到插件上开始工作
2、静电除尘:把注塑时带来的油质,灰尘除掉
3、预热:为了更好的上色给被涂物一点温度
4、底漆喷涂:把塑料本身的颜色覆盖,为生产要求颜色先底色喷涂
5、烘干:通过隧道里的IR区的温度,进行半干状态,为下一道喷涂作准备
6、表面喷涂:喷要求上色的颜色
7、溜平干燥:通过隧道进行溜平,烘干 8、UV喷涂固化:和UV涂料搭配利用UV365nm光线中涂料要求的照色量(800~1200mj)进行瞬间固化
9、出货并检查包装
产品名称:ASD/爱仕达 JD8332E 包装体积: 61.5cmX36.6cmX15.6cm 毛重: 3.6kg 颜色分类: ...
家具喷漆 个人匹配装备:护目镜、棉纱手套、橡胶手套、活性炭口罩、供气式面罩、防尘口罩、工作服、抗防静电工作服、带钢头的防滑鞋等。
我最近也要买锅,不过和单位结婚多年的同事聊的时候,人家都说单锅价位低于500块的不粘锅都是骗人的。即便是不粘锅,也是刷过涂层的那种。烧几个月菜以后会变得和普通炒锅一样。而且涂层不粘锅炒菜对人体不好。搜...
uv漆固化设备厂家简述家具涂装线中UV漆优点
一、节省资源,机械化操作,节省人力及空间。
生产线设置紧凑占地较少,且因使用UV漆,便于机械化操作,通过光固化机产品能够瞬间固化,即可包装,节省了大量的人力及空间。
二、性能好,硬度大,耐磨性好,透明度好。
UV漆膜是立体状结构,硬度大,耐磨性好,透明度好,机械化设备克服了人工操作中的人为因素,使产品色差较小,质量稳定。
三、成本低,施工当中基本无损耗。近两年家具行业的竞争虽然不像电器等行业的价格战一样残酷,但是 也越来越激烈。除了在销售网络、品牌建设、物流、款式、质量等方面展开竞争外,价格仍然是竞争中的关键因素,因此提高生产效率,降低成本也是家具生产销售的重中之重。使用传统的PU、PE、NC等油漆的家具,油漆占材料成本的7-20%(包括损耗在内),比重较大。UV漆固含量高,全部成膜,施工当中基本无损耗。使用UV漆的成本比使用传统油漆节省20-50% 。优势非常明显。四、绿色环保,使用过程中无有机溶剂的挥发。 UV漆的固含量达到95% 以上,使用过程中无有机溶剂的挥发,所含成分全部固化成膜。对施工操作人员的健康危害及环境的污染都是最低的,是真正的绿色环保产品。而我们常用的聚氨酯漆(PU 漆)、不饱合聚酯漆(PE 漆)及硝基漆(NC漆),在施工过程中有近一半的溶剂(如甲苯、二甲苯、酮、酯、苯乙烯)及游离单体(如游离甲苯二异氰酸酯TDI)挥发到空气中,污染环境、危害人类的健康。2003 年7月1 日国家强制执行PU 混合液中游离甲苯二异氰酸酯(TDI)的含量要低于0.7% 。就是因为该物质吸入人体内后易于聚集,影响神经系统、生殖系统、消化系统。
五、施工方便,可持续使用,没有可使用时间的制约。
UV漆是单组分,使用过程当中不需配固化剂或稀释剂等成份,使用方便,而且没用完的油漆只要不曝露在强光下,可持续使用,没有可使用时间的制约。而传统的PU 、PE漆配比以后,要在其几个小时的活化期内用完,否则就会交联固化,给施工带来极大的不便。
六、效率高,瞬间固化,不需等待油漆干燥。
家具的款式,颜色的流行寿命越来越短,不管是家具厂还是贸易商设计出一款新产品都想尽快的推向市场,赚取初期较高利润。所以不管是家具厂自己刚推出的新产品还是接单生产,对生产周期要求都很短,特别是一些大的贸易商下订单,数量大、交货期短,使得一些家具厂望单兴叹,不敢去接。
怎样提高家具的生产效率,缩短生产周期呢?关键是油漆涂装这一程序。
一件产品的生产周期是由生产过程当中最慢的一个环节来决定。比如一段流水线有的环节速度是十二m/min, 而有的环节是3m/min 。那么这段流水线的生产周期不是由最快的一段或者平均速度来决定的,而是由最慢的一段3m/min 来决定。同样的道理,在家具生产过程中,家具厂采购回来中密度纤维板或刨花板、夹板、木皮、纸张及五金件等,通过现代化机器设备开料,钻孔、贴皮、包装,这些生产工序都较短,而涂装油漆由于受 PU 、PE 等油漆干燥时间的限制、人力的限制,这一工序时间最长,成为整个家具生产过程当中的 “ 瓶颈 ” 。
涂装UV漆,在UV灯的紫外光照射下瞬间固化,不需等待油漆干燥,大大提高了生产效率,可以突破这一 “ 瓶颈 ” 。一条完整的UV涂装生产线,从底着色、烘干、做腻子、做底漆、砂光、修色到涂装面漆可在3-5min 内完成。有了这样一条UV 线,8个工人8小时可以生产1-1.5个货柜的拆装家具。
LED固化设备应用领域:
水冷系列应用更为广泛:显示屏、电子医疗、仪表等行业的UV胶黏剂固化;建材、家具、家电、汽车等行业的UV涂漆固化;印刷、包装行业的UV油墨固化。
LED固化设备应用案例:
胶印机油墨固化、涂布机涂料固化、电子胶黏剂固化、丝网印油墨固化、家具油漆固化、喷码机油墨固化、喷绘油墨固化、花纸油墨固化、板材贴合固化、PCB线路板固化、转轮机油墨固化等固化系列的应用。

尽可能做到涂装环境的洁净,喷涂过程中尽可能减少外界空气中的灰尘,及其它渠道带入的灰尘与工件的接触机会与可能性。
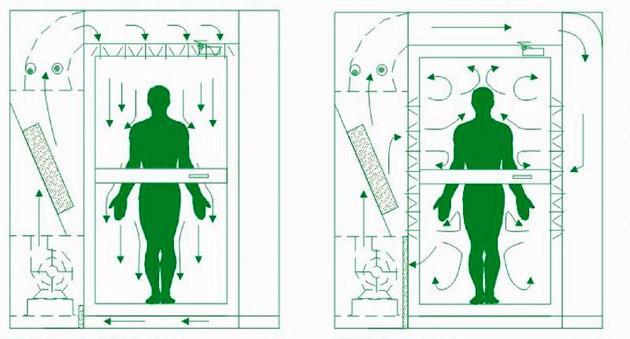
汽车涂装线风淋室工作原理[汽车涂装车间风淋通道]

由净化配套低噪音离心风机,将风淋室内的空气经预过滤器吸入后压入静压室,在静压室内再经高效过滤器压出,经过二级过滤后,将洁净的空气从箱体左右侧及顶侧的喷口高速喷出,将汽车表面的尘埃吹落,连同空气一起再被风机吸入预过滤器,空气中的尘埃将会被初,高效过滤器吸收。空气则经高效过滤器后再从喷口吹出,如此循环,以达到风淋除尘的目的。

汽车涂装线车间大门和洁净区风淋室控制要求:
1、从非洁净区进入外门打开,内门自动闭锁,如果人员或货物进入风淋室,同时进到风淋中心,经过红外探头风机将自动工作一定时间,此时内外门均闭锁风机停止工作后,蜂鸣响一声内门即可打开,人员或货物出风淋室,内门关闭,整个过程结束。
2、从洁净区退出内门打开,外门自动闭锁,人员或货物进入风淋室,内门关闭,人员或货物经过红外探头则蜂鸣响一声外门即可打开,人员或货物出风淋室,外门关闭,整个过程结束。
3、风淋室风机必须具有时间自动调节功能。
4、汽车涂装线风淋室自动保护功能。
当风淋室中有一扇门或门机有故障无法闭合时,系统在经过一定时间后自动退出联锁功能,二门关闭后系统自动恢复联锁功能。
汽车涂装线风淋室功能要求:
1、吹灰系统具有自动吹净功能,当车身进入吹净区时自动对车身进行吹净操作。
2、吹灰系统要形成相对密闭的空间,两端通过空气风幕隔断,并且吹灰系统的长度要大于车身雪橇长度。
3、吹灰系统内部空气循环利用,并且有过滤功能。
4、内部吹嘴方向能够调节。
5、风压风速应在20m/s以上。
汽车涂装线风淋室设计附加条件:
1、施工完成后不影响其它周边设备的检修。
2、吹灰系统设计和施工的安装、用气对面漆机器人喷涂无影响。
3、施工完成后不改变其它周边设备的物流方式及控制方式
4、工位的人体工程学
5、噪音
6、允许设备产生的zui大噪音级别:85分贝 在1000HZ下。

原文来源:广州梓净

