弯辊技术
用机械力弯曲轧辊辊身,以控制带钢凸度(见板凸度)和平直度(见平直度控制)的技术。通常以液压为动力,故也称液压弯辊。
-
选择特殊符号
选择搜索类型
请输入搜索
用机械力弯曲轧辊辊身,以控制带钢凸度(见板凸度)和平直度(见平直度控制)的技术。通常以液压为动力,故也称液压弯辊。
(1)弯辊力大小对板厚自动控制系统不发生干扰作用;
(2)更换工作辊时无需拆卸液压缸的高压供油回路接头;
(3)可以避免氧化铁皮、乳化液等侵入液压缸。增加负弯工作辊,可以扩大液压弯辊的调节范围。
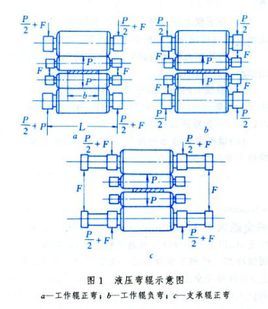
支承辊弯曲 支承辊弯曲也被广泛地应用于板形调整。支承辊弯曲虽然也有正弯和负弯两种型式,但绝大多数都是正弯(图1c),负弯应用较少。这种弯辊装置的弯辊力施加在轴承座外侧的辊端上,将轴承作为支点,对支承辊进行弯曲。它的主要优点就是可以同时调整带钢纵向和横向的厚度差。支承辊弯辊装置的弯辊力大,辊凸度变化敏感,而且可以在相当广泛的范围内调整轧辊凸度。支承辊弯辊的效果比工作辊弯辊好,因此广泛用在大型的热轧厚板轧机上。在宽带钢热连轧机组和单机架可逆式热轧机上,甚至在带钢冷轧机上也有应用。
液压控制 弯辊缸同时承担弯辊和平衡双重任务。低压用于平衡,高压用于弯辊控制。高压回路采用电液伺服阀控制。弯辊液压伺服系统的原理如图2所示。弯辊力设定值由计算机决定,并给出相应的电压信号U0,同时与压力传感器的反馈值U比较,将差值△U送入电液伺服放大器,直至弯辊力与设定值一致。
最佳弯辊力 轧制带钢之前,根据来料材质、料宽、料厚、坯料原始凸度、压下量、轧制压力以及轧机原始参数,预先计算出获得良好板形或横向厚度精度所应具有的弯辊力值,称为最佳弯辊力。最佳弯辊力根据板形预报模型计算,并把弯辊装置设定在相应的位置上,以保证带钢通过该轧机后能得到良好的板形和较小的板凸度,这就是带钢轧机上的最佳弯辊力预设定控制。最佳弯辊力的预设定计算很复杂,一般由微型计算机来执行。由于该系统反应速度快,可以通过对带坯厚度和板凸度进行不间断的测量所得到的信息,及时地计算出每一瞬间应设定的最佳弯辊力值,并随时对弯辊力值进行修正,因此,可以用于在线实时控制。
弯辊效果与局限性 液压弯辊对平直度控制具有重大意义,是对板带平直度控制的有效手段。
它有如下使用效果:
(1)带钢平直度显著提高;
(2)横向厚度不均匀性降低20%~25%;
(3)轧辊使用寿命增加15%~20%;
(4)轧机生产率提高5%~7%。
但液压弯辊仍存在一些不足之处:
(1)弯辊力不足,无法消除宽带钢的中部浪形;
(2)也无法消除生产中出现的复合波、局部波等比较复杂的板形缺陷;
(3)对板厚自动控制产生干扰。
用机械力弯曲轧辊辊身,以控制带钢凸度(见板凸度)和平直度(见平直度控制)的技术。通常以液压为动力,故也称液压弯辊。液压弯辊自20世纪60年代初期出现以来,发展十分迅速液压弯辊装置已成为各种板带轧机上必不可少的设备。液压弯辊技术可分为工作辊弯辊和支承辊弯辊两种类型。当工作辊辊身长度L与直径D之比L/D<3.5时,采用工作辊弯曲的方式;当L/D≥3.5时,常采用支承辊弯曲的方式。两种弯辊方式中都有正弯和负弯之分。所谓正弯是指弯辊力使轧辊产生的弯曲方向与轧制力引起的弯曲方向相反,即弯辊时工作辊凸度增大。而负弯是指弯辊力引起轧辊弯曲方向与轧制力引起的弯曲方向相同,即弯辊时工作辊凸度减小。
工作辊正弯 这种弯辊方式常将液压缸装在下工作辊轴承座上,液压弯辊力作用在上下轴承座之间,如图1a。液压缸的数目和尺寸取决于所需要的弯辊力的大小和轧辊轴承的强度。一般在每一个轴承座上装有2~4个液压缸。液压缸装在工作辊轴承座内,在更换工作辊时需要拆开高压管路接头,使用很不方便。一种比较新的结构是将上下工作辊的液压缸安装在机架凸台上,这样不必拆卸管接头就可自如地进行换辊操作。
工作辊负弯 这种弯辊方式将液压缸安装在支承辊轴承座上,弯辊力作用在工作辊轴承座与支承辊轴承座之间,如图1b。

 辊弯成形生产线中料头料尾焊接技术的探讨
辊弯成形生产线中料头料尾焊接技术的探讨
辊弯成形生产线中料头料尾焊接技术的探讨
在辊弯成形生产线及冲压生产线中,为了提高生产效率和材料利用率,常将卷料的料头与料尾焊接在一起。作者结合自己的实践经验,对料头与料尾的焊接技术以及与此有关的料头料尾剪切齐头、对缝、压料等技术进行了探讨。
冷弯型钢槽型钢辊弯成型过程计算
冷弯型钢槽型钢辊弯成型过程计算
利用能量法,将冷弯型钢槽型钢的辊弯成型过程分为纵向的约束变形和横向弯曲变形的反弹变形两部分,并分别求取各自的能量,假设能量具有可加性,使用能量最小的原理和待定系数法,确定了成型过程中的弯曲角度的变化,文中在考虑其变形过程中,加入了硬化因素的影响,并在总能量中体现了反弹变形所产生的能量。
现代化的厚板轧机液压压下系统、厚度自动控制、弯辊技术、轧辊偏心控制和加大支承辊直径等项技术,对减少板材厚度偏差和改善板形都起到了显著的效果。现代化的厚板厂采用步进梁式加热炉,保证加热坯料黑印少、表面无划伤,炉长不受坯厚限制,操作灵活,能更适用小批量多品种生产;采用四重式矫直机、步进格板式冷床、连续自动超声波探伤装置、滚切式双边剪及自动打印机等,使板材的尺寸偏差、平直度、表面和内部质量皆得到保证;采用双步进梁式热处理炉,避免板材下表面被划伤,以辊式代替压力式淬火机、提高淬火质量。除轧机上采用计算机过程控制外,加热炉和剪切线等也开始实现计算机过程控制,以全方位的综合自动控制,满足成品板材精度高、产量大、品种多的要求。 2100433B