丸芯文献

 钢丸
钢丸
钢丸
铸钢丸是由高质量的钢碎料制成的,首先将其溶化,然后用高压水喷射式使熔融的钢水形成小球状。形成的丸 体再次加热以净化匀质,然后进行淬火处理。淬火后的丸体在熔炉内进行烘干并重新加热回火以达到适当的硬度, 回火处理的钢丸通过机械筛网被分选成符合 SAE标准的 11 个等级以用于抛丸设备。不同粒度和硬度的产品用于不 同的工艺,如表面强化等。 铸钢丸广泛用于钢铁工件涂装前的去氧化皮和除锈处理,在这种情况中经常使用离心抛丸设备。圆球形状和较 小的硬度会使钢丸不会对设备产生较大的磨损。钢丸也广泛用于铸造工业中。当工件从模子里取出后,用钢丸清除 工件表面的砂料。当钢丸与适合的设备一起使用时,因为它经久耐用,肯定是您进行表面清理的最佳磨料。 适应工业范围 :航空工业、汽车工业、喷砂 /喷漆商、消费品制造、集装箱制造 /修理、铸造、花岗岩 /石材切割及 造船和船舶修理、中间商、石油和天然气管道、工厂维护和金属
 钢丝切丸和钢丸性能差异对比
钢丝切丸和钢丸性能差异对比
钢丝切丸和钢丸性能差异对比
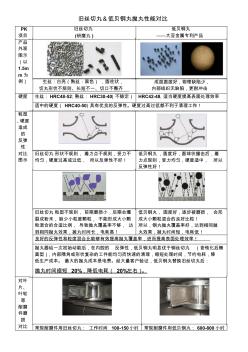
旧丝切丸&低贝钢丸抛丸性能对比 PK 项目 旧丝切丸 (研磨丸 ) 低贝钢丸 ——大亚金属专利产品 产品 外观 图示 (以 1.5m m为 例) 生丝:白亮(熟丝:黑色) ,圆柱状, 切丸形状不规则、长短不一、切口不整齐 成型圆度好,物理缺陷少, 内部组织无缺陷,更耐冲击 硬度 生丝: HRC48-52;熟丝: HRC30-40(不稳定) HRC42-48,适当硬度提高表面处理效率 适中的硬度( HRC40-50)具有优良的反弹性。硬度过高过低都不利于清理工作! 粒型 、硬度 造成 的 反弹 性 对比 图示 旧丝切丸形状不规则, 着力点不规则,受力不 均匀,硬度过高或过低, 所以反弹性不好! 低贝钢丸,圆度好,圆球状撞击后,着 力点规则,受力均匀,硬度适中, 所以 反弹性好! 旧丝切丸粒型不规则, 前期磨损小,后期会爆 裂成粉末,缺少小粒度颗粒, 不能形成大小颗 粒混合的合适比例, 导