未焊透文献

 整圈未焊透三通塑性极限内压的估算式拟合及验证
整圈未焊透三通塑性极限内压的估算式拟合及验证
整圈未焊透三通塑性极限内压的估算式拟合及验证
根据极限内压对未焊透深度敏感程度的不同,把三通定义为深度敏感整圈未焊透三通和深度非敏感整圈未焊透三通。基于大量计算数据,拟合得出整圈未焊透三通量纲一塑性极限内压工程估算公式。同时通过多组算例,对工程估算式和有限元解进行了比较,验证了估算式的精度。
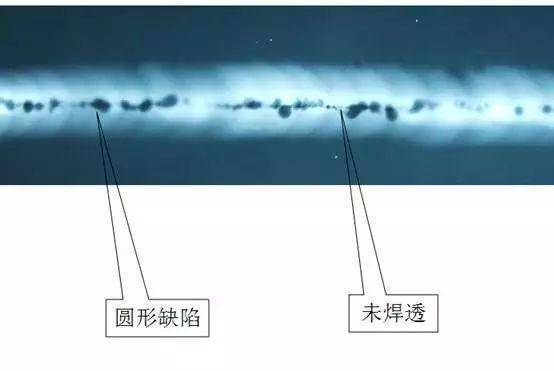
 在用工业压力管道未焊透缺陷容限尺寸的安全性评价
在用工业压力管道未焊透缺陷容限尺寸的安全性评价
在用工业压力管道未焊透缺陷容限尺寸的安全性评价
针对《在用工业管道定期检验规程》中未焊透缺陷安全状况等级划分的保守性和局限性,借助有限元手段和GB/T19624-2004附录H的方法,对定为4级的缺陷环向长度与管周长比L/(πD)分别为1,0.5,0.25的根部未焊透缺陷进行了内压作用下的静强度分析和局部减薄缺陷塑性失效安全评定,得到了新的未焊透缺陷的容限尺寸,扩大了《在用工业管道定期检验规程》中未焊透缺陷的定级范围。对于最大限度地发挥在用工业压力管道的经济效能、提高安全监管的科学性与有效性具有重要的意义。