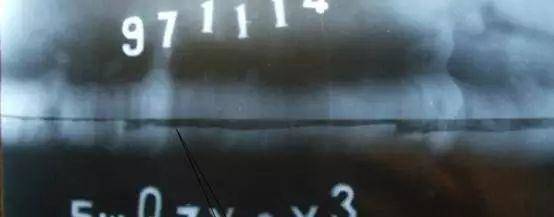
未焊透产生原因文献

 常见焊接缺陷产生原因
常见焊接缺陷产生原因
常见焊接缺陷产生原因
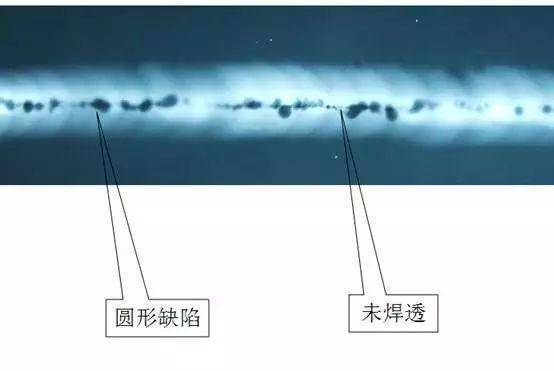
第 1 页 共 13 页 常见焊接缺陷产生原因、 危害及防止措施 (供学习参考) 焦作市巨行特种设备有限公司 2010年 5月 22日 第 2 页 共 13 页 常见焊接缺陷产生原因、危害及防止措施 ★★焊接缺陷的分类: 焊接缺陷可分为外部缺陷和内部缺陷两种 1.外部缺陷分为: 1外观形状和尺寸不符合要求; 2表面裂纹; 3表面气孔; 4咬边;5凹陷;6满溢;7焊瘤; 8弧坑; 9电弧擦伤; 10明冷缩孔; 11烧穿; 12过烧。 2.内部缺陷分为: 1焊接裂纹:a .冷裂纹;b .层状撕裂;c .热裂纹;d .再热裂纹。 2气孔; 3夹渣; 4未焊透; 5未熔合; 6夹钨; 7夹珠。 ★★各种焊接缺陷产生原因、危害及防止措施 : 1、外表面形状和尺寸不符合要求 表现:外表面形状高低不平,焊缝成形不良,焊波粗劣,焊缝宽度不均匀,焊缝余高过高 或过低,角焊缝焊脚单边或下凹过大,母材错边,接头
 艾未未:原创建筑在中国最有可能产生
艾未未:原创建筑在中国最有可能产生
艾未未:原创建筑在中国最有可能产生
穷人与平民的生活也是有尊严的,原创建筑的含义就是提供给他们有尊严的建筑生活空间。