微焊点测试概述文献

 焊点标准SMT
焊点标准SMT
焊点标准SMT
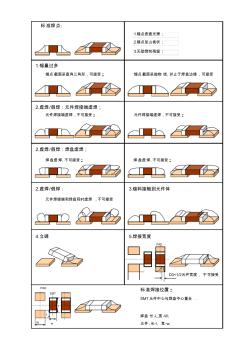
标准焊点: 1.锡量过多 2.虚焊 /假焊:元件焊接端虚焊; 2.虚焊 /假焊:焊盘虚焊; 2.虚焊 /假焊: 3.锡料接触到元件体 4.立碑 5.焊接宽度 PAD D3<1/2元件宽度, 不可接受 1.锡点表面光滑 ; 2.锡点呈山坡状 ; 3.无助焊剂残留 ; 焊盘虚焊,不可接受; 元件焊接端和焊盘同时虚焊 ,不可接受 锡点截面呈直角三角形 ,可接受; 元件焊接端虚焊 ,不可接受; 锡点截面呈拋物 线,并止于焊盘边缘,可接受 元件焊接端虚焊 ,不可接受; 焊盘虚焊,不可接受; 元件 :长-l, 宽-w; PAD SMT SMT元件中心与焊盘中心重合 . 标准焊接位置: 焊盘 长 -L,宽 -W; W L w l D D2 大于二分之一元件焊接端在焊盘内, 可接受 ;且元件焊接端无脱出焊盘 ;可 D1 端在焊盘内 ,可接受; D<(1/2)w 大于二分之一的元件焊接 D1<(1/2)w&
 焊点质量检测方法
焊点质量检测方法
焊点质量检测方法
中国 3000万经理人首选培训网站 深圳市德信诚经济咨询有限公司 焊点质量检测方法 1.1 目视检测 目视检测时最常用的一种非破坏性检测方法,可用万能投影仪或 10倍放大镜进 行检测。检测速度和精度与检测人员能力有关,评价可按照以下基准进行: (1)湿润状态 钎料完全覆盖焊盘及引线的钎焊部位,接触角最好小于 20°,通常以小于 30°为 标准,最大不超过 60°。 (2)焊点外观 钎料流动性好,表面完整且平滑光亮,无针孔、砂粒、裂纹、桥连和拉尖等微 小缺陷。 (3)钎料量 钎焊引线时,钎料轮廓薄且引线轮廓明显可见。 1.2 电气检测 电气检测是产品在加载条件下通电,以检测是否满足所要求的规范。它能有效 地查出目视检测所不能发现的微小裂纹和桥连等。检测时可使用各种电气测量 仪,检测导通不良及在钎焊过程中引起的元器件热损坏。前者是由微小裂纹、 极细丝的锡蚀和松香粘附等引起,后者是由于过热使元器