无螺杆式注塑成型机文献

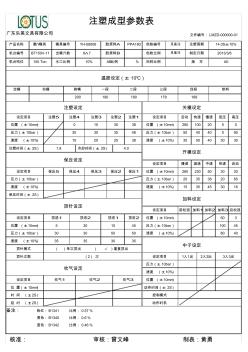 注塑成型参数表
注塑成型参数表
注塑成型参数表
广东乐美文具有限公司 备注: 注塑成型参数表 文件编号: LMZD-000000-01 产品名称 酷Y模具 模具编号 YH-09006 胶原料A PPA180 色粉编号 见备注 注塑周期 14.0S±10% 机台编号 BT150V-11 出模穴数 8∧7 胶原料B 色粉比例 见备注 制定日期 2013/3/6 机台吨位 150 Ton 水口比例 10% AB比例 % 回料比例 动模 射嘴 一段 版 本 A0 温度设定(± 10℃) 200 190 二段 三段 四段 烘料定模 注塑2 注塑1 设定项目 启动 180 178 168 快速 慢速 低压 高压 注塑设定 关模设定 设定项目 注塑5 注塑4 注塑3 5 030 38 位置 (±10mm) 280 压力(± 10bar) 30 30 100