选择特殊符号
选择搜索类型
请输入搜索
万能51是第一个可用烙铁焊接铝的有效“焊料”合金,应用于屋顶沟槽、金属盖板和通风道的焊接,大多数焊料不能用烙铁成功地焊铝。
用万能51焊接白色金属,操作温度是现有焊条中最低的(179℃或368℉),这可防止基体金属损坏和易于有效焊接白色金属。
1. 锌压铸件
厚度小于1/8”(3mm)的铸件,不需要开坡口,较厚的铸件用砂轮开坡口,使用稍过量的乙炔火焰,并保持火焰靠近工件。
2. 镀铬汽车零件
从完成操作后再也看不见裂纹的一侧开坡口,就像用于锌压铸件的一样的方法。在焊接过程镀铬面可作为支撑面,万能51在低温下施用,捕获损害镀铬层。
通用性:
万能51具有焊接所有白色金属的显著能力,白色金属包括锌(几乎不能焊)、铜铅合金、锡铅合金、铝和铅等。万能51还可将上述任何一种金属与铜、黄铜、钢、不锈钢或青铜等其它任何金属焊合。
使焊接和维修锌压铸件简化:
长期以来,人们认为锌压铸件用最普通的焊条不可焊,因焊合前会引起锌压铸件下垂和塌陷。万能51可在低温下焊接锌压铸件,因此不会出现下垂和塌陷。为获得最佳结构,采用万能51时采用万能51焊剂。
不同金属组合的焊接:
万能51以焊接各种不同金属而著名。它可焊接包括铝、钛等所有金属,它可将钢与铝焊合,及几乎所有金属的组合焊接。
万能51具有高的可润性,以前焊工不能焊接白色金属,当用万能51和万能51焊剂则能容易地对付南焊的锌压铸件进行维修,形成完整高强度的基体。万能51焊机无腐蚀性,不损害铅。
万能51具有焊接所有白色金属的显著能力,白色金属包括锌(几乎不能焊)、铜铅合金、锡铅合金、铝和铅等。万能51还可将上述任何一种金属与铜、黄铜、钢、不锈钢或青铜等其它任何金属焊合。
长期以来,人们认为锌压铸件用最普通的焊条不可焊,因焊合前会引起锌压铸件下垂和塌陷。万能51可在低温下焊接锌压铸件,因此不会出现下垂和塌陷。为获得最佳结构,采用万能51时采用万能51焊剂。
万能51以焊接各种不同金属而著名。它可焊接包括铝、钛等所有金属,它可将钢与铝焊合,及几乎所有金属的组合焊接。
万能51具有高的可润性,以前焊工不能焊接白色金属,当用万能51和万能51焊剂则能容易地对付南焊的锌压铸件进行维修,形成完整高强度的基体。万能51焊机无腐蚀性,不损害铅。
具体操作方法如下:(1)焊接实例 省煤器、蒸发段管束、水冷壁及低温过热器用材为20号钢,高温过热器管为12Cr1MoV。(2)焊前准备 焊接前,管口应做30°的坡口,管端内外15mm范围内应打磨出金属...
具体操作方法如下:(1)焊接实例省煤器、蒸发段管束、水冷壁及低温过热器用材为20号钢,高温过热器管为12Cr1MoV。(2)焊前准备焊接前,管口应做30°的坡口,管端内外15mm范围内应打磨出金属本色...
垂直或倾斜位置开坡口的接头必须从下向上焊接, 对不开坡口的薄板对接和立角焊可采用向下焊接;平、横、仰对接接头可采用左向焊接法。 .
产品型号: | 万能51 |
产品名称: | 铝、铜、铸锌气焊条 |
拉力p.s.i.: | 17,000(12.0) |
焊接温度: | 179 |
万能51是一种为维修设计的合金,可焊接所有白色金属,包括锌压铸件、铝和白镴(锡锑铅合金)。可在179℃(368°F)的超低温下使用,几乎不需要预热。
| 产品型号: |
万能51 |
| 产品名称: |
铝、铜、铸锌气焊条 |
| 拉力p.s.i.: |
17,000(12.0) |
| 焊接温度: |
179 |
万能51是一种为维修设计的合金,可焊接所有白色金属,包括锌压铸件、铝和白鑞(锡锑铅合金)。可在179℃(368°F)的超低温下使用,几乎不需要预热。
万能51是第一个可用烙铁焊接铝的有效"焊料"合金,应用于屋顶沟槽、金属盖板和通风道的焊接,大多数焊料不能用烙铁成功地焊铝。
用万能51焊接白色金属,操作温度是现有焊条中最低的(179℃或368℉),这可防止基体金属损坏和易于有效焊接白色金属。
1. 锌压铸件
厚度小于1/8"(3mm)的铸件,不需要开坡口,较厚的铸件用砂轮开坡口,使用稍过量的乙炔火焰,并保持火焰靠近工件。
2. 镀铬汽车零件
从完成操作后再也看不见裂纹的一侧开坡口,就像用于锌压铸件的一样的方法。在焊接过程镀铬面可作为支撑面,万能51在低温下施用,捕获损害镀铬层。
| 英制 |
线材号 |
公制 |
| 1/8″ |
10 |
3.17mm |
英制 | 线材号 | 公制 |
1/8″ | 10 | 3.17mm |


 万能焊条
万能焊条
万能焊条
万能焊条(丝) 气焊 万能 33F 高韧度 , 适用于各钢类之气焊条焊金流动性与银焊条相似 。 万能 51 适用于铝及铸锌件之修理 , 对铝与铜之焊接尤佳 , 可做铝之此型 T接及搭接 , 铝及异指类金属之焊接。 万能 55 本焊条是专门对铝 , 铝合金 , 铸铝而特吶设计的 , 具备有此一种焊材可解决任何铝之焊接问题。 万能 66F 是一种附带药皮的高银含量全功能焊条,适用于维修应用,对几乎所有黑色及有色金属的焊接都有带腐蚀性的出众效果。 万能 67F 最幼细的 , 涂以银质焊料之多用途焊枝为特殊之维修工作而配方。 万能 75F 一种多用途的青铜质合金 , 用于铸铁和其它金属的焊接。 万能 77F 为焊接因磨损及破坏了的零件而设的超级敏感焊金。 万能 88C 自生熔剂超强力软焊焊合金 , 并具超强抗腐蚀之万能合金。 电弧焊 万能 8N12 多效的焊条用于焊接抗高温合金钢
 PE管焊接操作方法 (2)
PE管焊接操作方法 (2)
PE管焊接操作方法 (2)
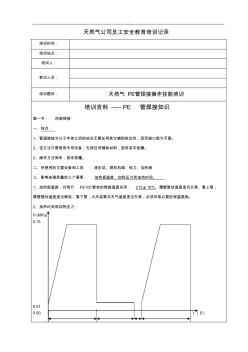
. . 天然气公司员工安全教育培训记录 培训时间: 培训地点: 培训人: 参训人员: 培训题目: 天然气 PE管焊接操作技能培训 培训资料 ----- PE 管焊接知识 第一节: 热熔焊接 一、特点: 1、管道熔接为分子本体之间的结合无需任何其它辅助粘合剂,因而接口极为可靠。 2、该方法只需使用专用设备,无须任何辅助材料,因而成本低廉。 3、操作方法简单,易学易懂。 二、所使用的主要设备和工具 :液压站、焊机机架、铣刀、加热板 三、影响连接质量的三个要素: 加热板温度、加热压力和加热时间。 1、加热板温度:对现行 PE100管材的焊接温度采用: 215±10℃。薄壁管材温度适当升高,靠上限; 厚壁管材温度适当降低,靠下限;大风或寒冷天气温度适当升高,必须采取必要的保温措施。 2、加热时间和加热压力: P (MPa) 0.15 0.01 0.00 t (S) . . 图:热熔焊