万能8N12焊条产品使用方法:文献

 万能焊条
万能焊条
万能焊条
万能焊条(丝) 气焊 万能 33F 高韧度 , 适用于各钢类之气焊条焊金流动性与银焊条相似 。 万能 51 适用于铝及铸锌件之修理 , 对铝与铜之焊接尤佳 , 可做铝之此型 T接及搭接 , 铝及异指类金属之焊接。 万能 55 本焊条是专门对铝 , 铝合金 , 铸铝而特吶设计的 , 具备有此一种焊材可解决任何铝之焊接问题。 万能 66F 是一种附带药皮的高银含量全功能焊条,适用于维修应用,对几乎所有黑色及有色金属的焊接都有带腐蚀性的出众效果。 万能 67F 最幼细的 , 涂以银质焊料之多用途焊枝为特殊之维修工作而配方。 万能 75F 一种多用途的青铜质合金 , 用于铸铁和其它金属的焊接。 万能 77F 为焊接因磨损及破坏了的零件而设的超级敏感焊金。 万能 88C 自生熔剂超强力软焊焊合金 , 并具超强抗腐蚀之万能合金。 电弧焊 万能 8N12 多效的焊条用于焊接抗高温合金钢
 美国(Magna)万能焊条
美国(Magna)万能焊条
美国(Magna)万能焊条
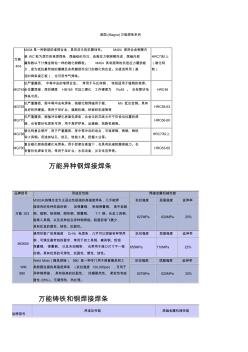
美国 (Magna)万能焊条系列 万能 404 M404 是一种新型的堆焊合金,具有非凡的抗磨蚀性。 M404 是用合金钢管内 装 WC 粒为焊芯的堆焊焊条,焊缝组织均匀,由高拉力钢溶解而成,焊缝内部 藏有数以千计像金刚钻一样的碳化物颗粒。 M404 具有超常的抗低应力磨损能 力,是为抵抗最苛刻的磨擦及各类磨损而设计的碳化钨合金。交直流两用(直 流时焊条接正极),也可用作气焊条。 HRC70以上 (碳化钨 粒) MG745 抗严重磨损、 中等冲击的堆焊合金。 常用于马氏体钢, 特别适用于锰钢的堆焊。 全位置焊接,焊后硬度 HB165 可加工硬化,工作硬度为 Rc48 。 也有管状电 焊条可用。 HRC48 MG765 抗严重磨损、耐中等冲击电焊条,铬碳化物焊缝用于碳、 Mn 低合金钢。具有 良好的热硬度。常用于采矿业、道路机械、铁破碎机滚筒等 HRC58-63 M