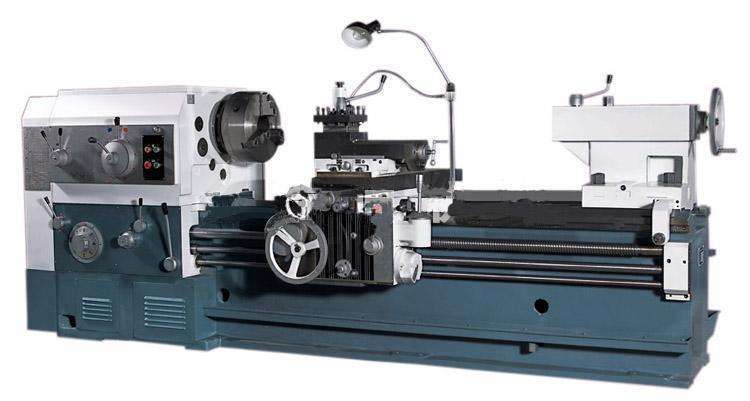
卧式车床主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。卧式车床用C6×××来表示,其中C——机床分类号,表示车床类机床;6——组系代号,表示卧式。其它表示车床的有关参数和改进号。

卧式车床特点:
1、车床的床身、床脚、油盘等采用整体铸造结构,刚性高,抗震性好,符合高速切削机床的特点。
2、床头箱采用三支承结构,三支承均为圆锥滚子轴承,主轴调节方便,回转精度高,精度保持性好。
3、进给箱设有公英制螺纹转换机构,螺纹种类的选择转换方便、可靠。
4、溜板箱内设有锥形离合器安全装置,可防止自动走刀过载后的机件损坏。
5、车机床纵向设有四工位自动进给机械碰停装置,可通过调节碰停杆上的凸轮纵向位置,设定工件加工所需长度,实现零件的纵向定尺寸加工。
6、尾座设有变速装置,可满足钻孔、铰孔的需要。
7、车床润滑系统设计合理可靠,车头箱、进给箱、溜板箱均采用体内飞溅润滑,并增设线泵、柱塞泵对特殊部位进行自动强制润滑。
钛浩机械是以机床电主轴、回转顶针、丝杠丝杆、轴加工、数控车床加工、刀柄刀杆、夹头接杆为公司的主打产品,专业品质保障!因为专业,所以卓越!

卧式车床结构部件:
(1)变速箱。变速箱用来改变主轴的转速。主要由传动轴和变速齿轮组成。通过操纵变速箱和主轴箱外面的变速手柄枣改变齿轮或离合器的位置,可使主轴获得12种不同的速度。主轴的反转是通过电动机的反转来实现的。
(2)主轴箱。主轴箱用来支承主轴,并使其作各种速度旋转运动;主轴是空心的,便于穿过长的工件;在主轴的前端可以利用锥孔安装顶尖,也可利用主轴前端圆锥面安装卡盘和拨盘,以便装夹工件。
(3)挂轮箱。挂轮箱用来搭配不同齿数的齿轮,以获得不同的进给量。主要用于车削不同种类的螺纹。
(4) 进给箱。进给箱用来改变进给量。主轴经挂轮箱传入进给箱的运动,通过移动变速手柄来改变进给箱中滑动齿轮的啮合位置,便可使光杆或丝杆获得不同的转速。
(5)溜板箱。溜板箱用来使光杠和丝杠的转动改变为刀架的自动进给运动。光杠用于一般的车削,丝杠只用于车螺纹。溜板箱中设有互锁机构,使两者不能同时使用。

(6)刀架。刀架用来夹持车刀并使其作纵向、横向或斜向进给运动。它由以下几个部分组成:
1、床鞍。它与溜板箱连接,可沿床身导轨作纵向移动,其上面有横向导轨。
2、中滑板。可沿床鞍上的导轨作横向移动。
3、转盘。它与中滑板用螺钉紧固,松开螺钉便可在水平面内扳转任意角度。
4、小滑板。它可沿转盘上面的导轨作短距离移动;当将转盘偏转若干角度后,可使小滑板作斜向进给,以便车锥面。
5、方刀架。它固定在小滑板上,可同时装夹四把车刀;松开锁紧手柄,即可转动方刀架,把所需要的车刀更换到工作位置上。
6、尾座。尾座用于安装后顶尖以支持工件,或安装钻头、铰刀等刀具进行孔加工。尾座的结构如图3所示,它主要由套筒、尾座体、底座等几部分组成。转动手轮,可调整套筒伸缩一定距离,并且尾座还可沿床身导轨推移至所需位置,以适应不同工件加工的要求。
7、床身床身固定在床腿上,床身是车床的基本支承件,床身的功用是支承各主要部件并使它们在工作时保持准确的相对位置。
8、丝杠。丝杠能带动大拖板作纵向移动,用来车削螺纹。丝杠是车床中主要精密件之一,一般不用丝杠自动进给,以便长期保持丝杠的精度。
9、光杠。光杠用于机动进给时传递运动。通过光杠可把进给箱的运动传递给溜板箱,使刀架作纵向或横向进给运动。
10、操纵杆。操纵杆是车床的控制机构,在操纵杆左端和拖板箱右侧各装有一个手柄,操作工人可以很方便地操纵手柄以控制车床主轴正转、反转或停车。
1—顶尖;2—套筒锁紧手柄;3—顶尖套筒;4—丝杆;5—螺母;6—尾座锁紧手柄;7—手轮;8—尾座体;9—底座。
卧式车床的传动系统:
卧式车床经过齿轮齿条传动:电动机输出的动力,经变速箱通过带传动传给主轴,更换变速箱和主轴箱外的手柄位置,得到不同的齿轮组啮合,从而得到不同的主轴转速。钛浩机械是以机床电主轴、回转顶针、丝杠丝杆、轴加工、数控车床加工、刀柄刀杆、夹头接杆为公司的主打产品,主轴通过卡盘带动工件作旋转运动。同时,主轴的旋转运动通过换向机构、交换齿轮、进给箱、光杠(或丝杠)传给溜板箱,使溜板箱带动刀架沿床身作直线进给运动。

卧式车床的制动装置:
数控卧式车床的制动装置主要作用是用于车床停车过程,用于克服主轴箱内各运动件的转动惯性,以控制主轴迅速停止转动达到缩短辅助时间从而卧式车床安装制动的目的。
数控卧式车床采用了闸带式制动器,主要由制动轮、制动带和杠杆组成。制动装置中制动轮是与轴用花键连接的钢制圆盘,钢质制动带与内侧固定一层钢网丝石棉以起到提高摩擦系数,一端与主轴箱体联链,另一端则固定于杠杆上端,卧式车床制动带可以调节松紧,直接松开制动带与主轴箱体连接的螺线就可 放置调节。数控卧式车床调整合适的情况下,主轴旋转时,制动带可以松开, 但在离合器为松开状态下,卧式车床为停车时,制动带呈抱紧制动轮从而实现 主轴的迅速停转,达到制动。

卧式车床操作规程:
1、开车前先检查各部位是否完好。冷车启动后应使立轴低速空转2-20分钟使用润滑油散布各处冬季尤为重要。等车床运转正常后方可工作。
2、工作中立轴需变速时必须停车变速。
3、为保证丝杆精度除车螺纹外不得用长丝杆进行自动进给。
4、不许在在卡盘上、床身导轨上敲击校正工件床面上不准校工件或工具。
5、垫夹校正较重工件时,应该用木板保护床面。下班时若工件不能卸下需用千斤顶支撑。
6、车刀磨损后及时正确刃磨。
7、使用 切削液要事先在导轨上涂上润滑油。冷却泵中的切削液应定期更换。
8、机床自动运转时身体和手不得进入机构的运动范围。
9、只有确认防护门安全关闭并锁住才能进行加工。自动运转中严禁开门。
10、主轴转速不得超过卡盘允许的极限转速。高转速将降低卡紧力。
11、卡盘高速运转时必须夹紧工件以防止运转中工件甩出。
12、工件和刀具必须装卡牢固可靠不适当的卡紧力会导致工件飞出造成人员伤亡。
13、加工工件时不得超负荷切削。
14、不要卸掉或修改机床配备的安全保护装置。在保护所有安全防护装置功能正常的情况下才能操作机床。
15、机床安装、维修或调整测试时必须由有资格的或具备专业维修能力人员按机床使用说明书中的规定进行维修前必须切断并锁住电源。
16、工作完毕清除车床上及周围的切屑及切屑液,车床擦拭干净后按规定部位加润滑油。
17、下班时将大拖板摇至床尾一端各转动手柄设在高档位置,关闭电源。




