无损检验各种检验方法原理简介文献

 焊接各种无损检验简介
焊接各种无损检验简介
焊接各种无损检验简介
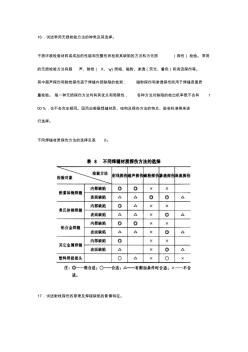
16.试述常用无损检验方法的种类及其选择。 不损坏被检查材料或成品的性能和完整性而检测其缺陷的方法称为无损 (探伤)检验。常用 的无损检验方法有超 声、射线( X、γ)照相、磁粉、渗透(荧光、着色)和涡流探伤等。 其中超声探伤和射线探伤适于焊缝内部缺陷的检测; 磁粉探伤和渗透探伤则用于焊缝表面质 量检验。 每一种无损探伤方法均有其优点和局限性, 各种方法对缺陷的检出机率既不会有 1 00%,也不会完全相同。因而应根据焊缝材质、结构及探伤方法的特点、验收标准等来进 行选择。 不同焊缝材质探伤方法的选择见表 8。 17.试述射线探伤的原理及焊接缺陷的影像特征。 射线探伤可分别采用 X、γ两种射线,其探伤原理见图 3。当射线通过金属材料时,部分能 量被吸收,使射线发生衰减。如果透过金属材料的厚度不同(裂纹、气孔、未焊透等缺陷, 该处发生空穴,使材料变薄)或体积质量不同(夹渣),产生的衰减也不同。
 各种无损检测方法及其特点
各种无损检测方法及其特点
各种无损检测方法及其特点
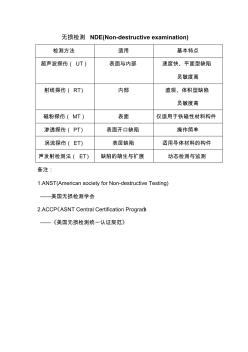
无损检测 NDE(Non-destructive examination) 检测方法 适用 基本特点 超声波探伤( UT) 表面与内部 速度快、平面型缺陷 灵敏度高 射线探伤( RT) 内部 直观、体积型缺陷 灵敏度高 磁粉探伤( MT) 表面 仅适用于铁磁性材料构件 渗透探伤( PT) 表面开口缺陷 操作简单 涡流探伤( ET) 表层缺陷 适用导体材料的构件 声发射检测法( ET) 缺陷的萌生与扩展 动态检测与监测 备注: 1.ANST(American society for Non-destructive Testing) ——美国无损检测学会 2.ACCP《ASNT Central Certification Program》 ——《美国无损检测统一认证规范》