钨钛钴硬质合金
- 钨钛钴硬质合金(cemented titanium-tung-sten carbide)由WC%26mdash;TiC、WC和粘结金属钴组成的或者仅由WC%26mdash;TiC固溶体和钴组成的多相硬质合金。合金的含钴量4%~10%,含TiC5%~30%,余量为WC,主要用于切削钢材。
-

选择特殊符号
选择搜索类型
请输入搜索
WC一TiC—Co合金和WC—TiC—Tac—Co合金生产过程特点是,首先要制取各种碳化物的固溶体,即复式碳化物。复式碳化物可用钨粉、TiO2、Ta2O5和炭黑的混合料,在真空感应炉中加热到2000C进行碳化,可制取TiC—TaC或WC—TiC固溶体。在碳化的最后阶段采用真空可以保证足够的含碳量。另一种方法是,将几种碳化物的混合料在高真空中加热到2000~2500C进行碳化,这种处理可降低混合料中的氧、氮含量。又一种生产WC—TiC固溶体的方法是所谓“溶剂法”,先让各种单一的碳化物都溶解在液体镍中,冷却时,固溶体碳化物以晶体方式再沉淀出来。其他工序与钨钴硬质合金生产过程相同。
与钨钴硬质合金比较,相同钴含量的钨钛钴硬质合金的抗弯强度较低,并随着TiC含量的增加而降低。与钨钴硬质合金类似,碳含量不适当时,合金也会出现石墨或η1相,加入TiC后,合金允许的含碳量波动范围要比钨钴硬质合金宽些。(Ti、w)C固溶体成分和晶粒大小对合金的组织和性能影响很大。采用在烧结温度下呈未饱和固溶体(如TiC:WC=50:50),合金有较高的硬度和切削寿命,抗弯强度有所降低。采用饱和固溶体(如TiC:WC=28.75:71.25),合金有较高的抗弯强度,硬度和切削寿命较低。合金的硬度随着碳化物相(包括WC相和(Ti、W)C固溶体相)晶粒尺寸的减小而提高。对于3相合金,由于(Ti、W)C相含量少,WC晶粒增大可提高合金的抗弯强度,而在两相合金中(Ti、W)C相晶粒增大反而会降低合金的抗弯强度。
钨钛钴硬质合金(cemented titanium-tung-sten carbide)钨钛钴硬质合金具有较高的抗月牙洼磨损能力,适合作长切削材料的刀具。用钨钴硬质合金刀具切削钢材时易出现月牙洼磨损,这主要是由于在切削温度下刀具与切屑发生扩散反应引起的。为了克服加工钢材时的月牙洼磨损,在20世纪20年代初,研制了含TiC的硬质合金和含TaC的硬质合金,稍后又研制了同时含有碳化钛和碳化钽的硬质合金。在这类合金中,TiC和TaC的含量取决于月牙洼磨损的严重程度,TiC可达35%,TaC达7%。

硬质合金是由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。 硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下...
由难熔金属的硬质化合物和粘结金属通过粉末冶金工艺制成的一种合金材料。硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不...
通常所说的钨钴合金就是只yg类的硬质合金,包括YG3,YG3X,YG4C,YG6,YG6X,YG8,YG8C,YG11C等等,YG6硬度和耐磨性都比YG8稍高,但强度和韧性没有YG8好
钨钛钽钴硬质合金(即WC—TiC—TaC—Co合金),已发展成为切削钢的重要材料。在西欧几乎取消了原有的WC一TiC—Co切削钢牌号合金,在美国和日本,切削钢牌号合金以WC—TiC—TaC—Co合金为主,但在东欧,尤其在前苏联,切削钢牌号合金仍以WC—TiC—Co合金为主。WC—TiC—Co和WC一TiC—TaC—Co切削牌号合金在硬质合金中的比例因各国情况而异。,在中国,WC—TiC—Co合金的生产量仅次于钨钴硬质合金。用代号YT表示WC—TiC—Co合金,用代号YW表示WC—TiC—TaC—Co合金,后者又称为通用合金。表1和表2列出中国钨钛钴硬质合金和钨钛钽钴硬质合金的牌号、成分和性能。

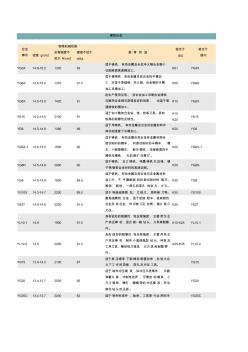 常用钨钢硬质合金牌性能及用途
常用钨钢硬质合金牌性能及用途
常用钨钢硬质合金牌性能及用途
硬质合金 物理机械性能 合金 牌号 密度 g/cm2 抗弯强度不 低于 N/cm2 硬度不低于 HRA 推 荐 用 途 相当于 ISO 相当于 国内 YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小 切削断面高速精加工。 K01 YG3X YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加 工,亦适于高锰钢、淬火钢、合金钢的半精 加工及精加工。 K05 YG6A YG6X 14.6-15.0 1420 91 经生产使用证明, 该合金加工冷硬合金铸铁 与耐热合金钢可获得良好的效果, 也适于普 通铸铁的精加工。 K10 YG6X YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。具有 较高的耐磨性及韧性。 K15 K20 YK15 YG6 14.5-14.9 138