无锡腾达电泳涂装有限公司文献

 无锡智邦工程咨询有限公司
无锡智邦工程咨询有限公司
无锡智邦工程咨询有限公司
无锡智邦工程咨询有限公司是无锡一家集建设项目管理、工程建设监理、工程造价咨询、建筑施工管理、建筑经济、工程质量技术服务于一身的民营咨询企业,具有房建工程监理甲级、市政公用建设监理乙级、人防工程监理乙级以及工程造价咨询甲级资质,注册资本500万元。公司顺利通过lSo9001:2008国际质量管理体系认证,2009年获得由江苏省科学技术厅、江苏省工商行政管理局及江苏省科技咨询协会联合颁发的江苏省咨询企业AAA级称号,2013年获无锡市人民政府颁发的无锡市AAA级重合同守信用企业。自2005年起,公司连续多年获得无锡市工商联合会、工商行政管理局、地方税务局、环保局、质量技术监督局、国家税务局及人民银行无锡市中心支行联合颁发的争创“守信用、讲信誉、重信义’先进单位”称号。
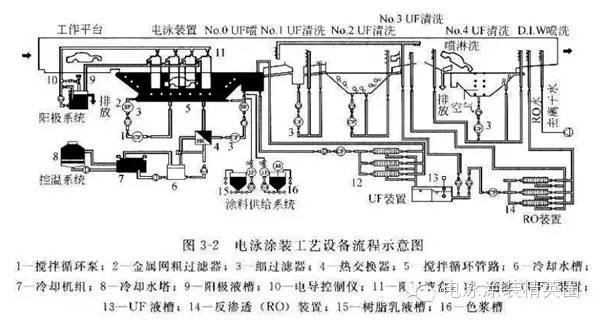
 电泳涂装与其他涂装方法相比较
电泳涂装与其他涂装方法相比较
电泳涂装与其他涂装方法相比较
yuan, a n increase of 17.5% ; local governme nt general budget revenue of 500 million Yua n, ... Painti ng, model culture creates new Ma Chur ch community, creating Lake sceni c spot culture e ducation base, received hig h eval uation from provincial a nd munici pal di sci pline Inspe ction Commission, the people's daily spe cial rep ort. Consta ntly prom ote indepe ndent Commissi on agai nst corr