
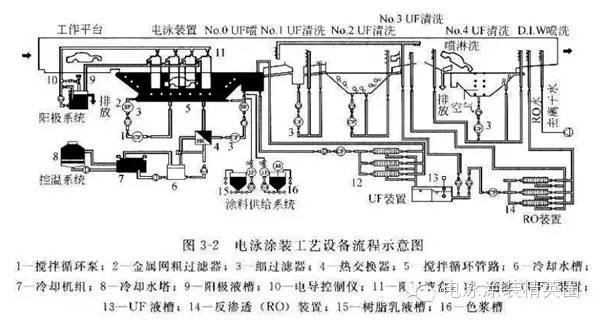
电泳涂装设备以电泳槽为中心,还配备多种附厲装置,它们都对生产性能、质量、环境和成本舍影响,因此要求电泳涂装设备具具有很高的功能。电泳涂装设备是投资较大、技术要求较高、结构较复杂的涂装设备。电泳涂装设备按表3-4所列的工艺流程可分为车体输送 装置、电泳设备(槽本体)、电泳后淸洗设备和烘干室。电泳设备及其附属装臂的功能如上图所示。
电泳涂装是车身全浸没在槽液中进行的,如何通过改变车体的输送方式和改变车体在槽 液中的姿势,使车体100%表面都能泳涂上漆,一直是一个难题。主要是空腔内部的空气在全浸没时排不尽,形成“空气包”,涂不上漆。采用一般悬挂式输送链场合,涂装面达90%以上.时,改用垂直输送方式(车体前部向下)和摆杆式输链方式(45°进出槽)。里有所提高, 但仍有未涂装面。后来开发采用的旋转浸漆(Rodip和多功能穿梭机)输送方式,基本上解决了空气包问题。
电泳涂装用的搬送装置是由输送链、承载车体的挂架和滑橇等构成,应能控制车体在槽内的姿势,要求链速一定且稳定、无脉动,在车体上无槽液流痕,保证有足够的强度,且质量轻。
电泳槽(主槽)
存装电泳槽液,被涂物(f车身) <在其中进行电泳涂装,由确保目标膜厚来决定槽,电泳涂装的其他一切装置 都为本槽服务
确保涂膜的生成(泳透力,膜厚分布等),分为主槽和副槽,槽液由出槽部澄澈到副槽
槽液循环搅拌系统,
用设置在槽底部槽液循环喷管的喷嘴将槽液吹出,进行槽内搅拌,保持槽内涂料均一,防止颜料的沉淀,冷却发热的涂装面,除去扩散的电解气泡
由循环泵,槽内配管,吹出喷嘴等组成,槽内配管,喷嘴使用塑料制品,槽外配管使用不锈钢材,以防止电蚀
过滤装置
粗过滤器,多用金属网状类型,
滤掉落入槽内的异物,保护循环泵,
精密过滤器,多用纤维制得,透过面积大的筒状卷式或袋式,除掉槽液中的尘埃,颗粒,降低车身表面的涂膜尘埃,颗粒
热交热器,交换掉电泳涂装电能和泵工作的机械能转换成的热量,确保槽液温度稳定在28度左右。
热交换器装在槽液循环管路中,采用不锈钢制板式换热器,一般用7-10度的水冷却,加热用40-45度的温水
电极和极液循环
除去电泳产和的剩余中和酸,保持中和剂浓度稳定,达到电泳涂装和维持槽内酸尝试的目的
电极有隔膜电极和裸电极两种,电极用耐酸不锈钢
直流电源
产生直流的整流吕供电泳涂装电流,阴极电泳场合车身作为阴极,通过绝缘的汇流排和挂架侧的导线通电
在连续式生产场合,须有大容量的电源,
备用槽(置换槽)供定期清扫和维修时空出电泳槽,临时保管槽液用,为防止槽液沉淀和劣化,也需循环搅拌
电泳涂装室
保护电泳槽,防触电,防溶剂蒸汽扩散,设有排风换气系统
电泳后清洗设备,除去附着在车体上的浮漆,回收涂料,提高涂膜外观质量
采用UF液喷洗和浸洗,逆工序回主槽
超滤UF装置
提供电泳后清洗液,回收涂料
除去槽液内的杂质离子,降低槽液电导率
采用ED,RO装置净化UF液替代纯水,实现全封闭运行
免责申明:部分内容来源于网络或网友自主投稿编辑整理,版权归原作者所有,其内容为作者个人观点,并不代表本平台赞同其观点和对其真实性负责。如您(单位或个人)认为本平台某部分内容有侵权嫌疑,敬请立即通知我们,我们将第一时间予以更改或删除。




