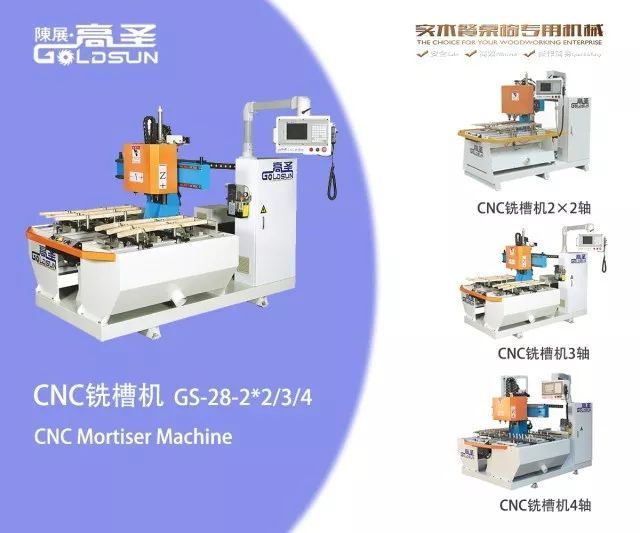
铣槽机设备参数文献

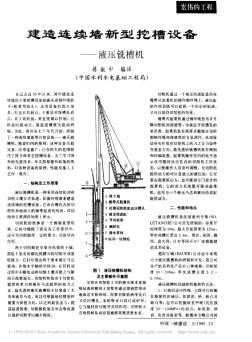 建造连续墙新型挖槽设备_液压铣槽机
建造连续墙新型挖槽设备_液压铣槽机
建造连续墙新型挖槽设备_液压铣槽机
建造连续墙新型挖槽设备_液压铣槽机
 《机械原理》课程设计_自动铣槽机
《机械原理》课程设计_自动铣槽机
《机械原理》课程设计_自动铣槽机
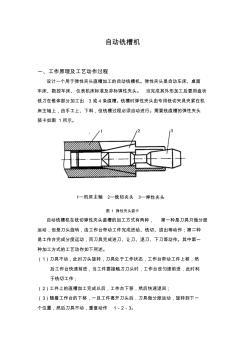
自动铣槽机 一、工作原理及工艺动作过程 设计一个用于弹性夹头直槽加工的自动铣槽机。弹性夹头是自动车床、桌面 车床、数控车床、仪表机床标准及非标弹性夹头。 当完成其外形加工后要用盘状 铣刀在锥体部分加工出 3或 4条直槽。铣槽时弹性夹头由专用铣切夹具夹紧在机 床主轴上,由手工上、下料,但铣槽过程必须自动进行。需要铣直槽的弹性夹头 装卡如图 1所示。 图 1 弹性夹头装卡 自动铣槽机在铣切弹性夹头直槽的加工方式有两种, 第一种是刀具只做分度 运动,但是刀头旋转,由工作台带动工件完成进给、铣切、退出等动作;第二种 是工作台完成分度运动,而刀具完成进刀、让刀、退刀、下刀等动作。其中第一 种加工方式的工艺动作如下所述。 (1)刀具不动,此时刀头旋转,刀具处于工作状态,工作台带动工件上移,然 后工作台快速前进,当工件要接触刀刀头时,工作台改匀速前进,此时利 于铣切工作; (2)工件上的直槽加工完成以后