现代带钢冷连轧机的自动化
《现代带钢冷连轧机的自动化》是1995年冶金工业出版社出版的图书
-

选择特殊符号
选择搜索类型
请输入搜索
《现代带钢冷连轧机的自动化》是1995年冶金工业出版社出版的图书
目录
1带钢冷连轧机及其自动化发展概况
1.1带钢冷连轧机的发展概况
1.1.1概述
1.1.2现代带钢冷连轧机技术发展的特点
1.2带钢冷连轧机自动化发展概况
1.2.1概述
1.2.2传动方式
1.2.3控制系统
1.2.4自动化仪表
1.2.5计算机控制
2带钢冷连轧机的生产工艺及其自动化
2.1带钢冷连轧机生产的基本方式
2.1.1单片轧制
2.1.2成卷轧制
2.2带钢冷连轧机的生产工艺过程
2.2.1坯料酸洗
2.2.2带材的冷轧
2.2.3带钢的退火
2.2.4带钢的平整
2.3冷连轧生产的自动化
2.3.1简述
2.3.2操作自动化
2.3.3全连续式冷连轧机自动化的新内容
3带钢冷连轧机生产的基本参数及其方程
3.1带钢冷连轧机生产的基本参数
3.1.1基本参数的分类
3.1.2轧制过程的基本参数
3.2带钢冷连轧过程的基本方程
3.2.1流量方程
3.2.2弹性变形方程
3.2.3弹跳方程
3.2.4塑性变形方程
3.2.5轧机的弹塑曲线(P―H图)
3.2.6力矩方程
3.2.7板形方程
4带钢冷连轧的工艺特点及其对电力拖动自动控制的要求
4.1带钢冷连轧的工艺特点
4.1.1错综复杂的物理过程
4.1.2大张力轧制
4.1.3动态规格变换
4.2冷连轧工艺对电力拖动自动控制的要求
4.2.1对主传动电机的要求
4.2.2对各个机架之间速比关系的要求
4.2.3对调速范围D的要求
4.2.4对静差率及控制系统精度要求
4.2.5对动态品质的要求
4.2.6对主传动速度制度的要求
4.2.7对其它方面的要求
5带钢冷连轧机主传动电控系统
5.1冷连轧机主传动电控系统的主要特点
5.1.1VC-M系统调速方法
5.1.2VC-M系统主回路接线方式
5.1.3控制系统
5.2冷连轧机主传动主回路中主要设备的选择
5.2.1晶闸管元件的选择
5.2.2快速熔断器的选择
5.2.3进线电抗器的选择
5.3带钢冷连轧机主传动速度控制系统实例
5.3.1某1700mm带钢冷连轧机主传动速度控制系统简介
5.3.2某厂2030mm带钢冷连轧机主传动速度控制系统简介
5.4带钢冷连轧机主传动速度控制系统主要环节分析
5.4.1数字给定环节
5.4.2速度数字校正环节
5.4.3速度自适应环节
5.4.4电流自适应环节
5.4.5负荷平衡环节
5.4.6状态与扰动量观测器环节
6带钢冷连轧机的厚度自动控制AGC(AutomaticGaugeControl)
6.1概述
6.2冷连轧带钢纵向厚度波动的原因
6.3厚度自动控制原理及其几种形式AGC的数字模型
6.3.1厚度自动控制基本原理
6.3.2几种形式AGC的数学模型
6.4几种形式的厚度自动控制系统
6.4.1直接测厚反馈式AGC系统(简称厚度AGC系统)
6.4.2压力AGC(P-AGC)系统
6.4.3前馈或预控厚度自动控制系统(FF-AGC系统)
6.4.4张力AGC(T-AGC)系统
6.4.5监控AGC系统
6.4.6液压式厚度自动控制系统
6.4.7油膜厚度补偿AGC
6.5带钢冷连轧机的厚度自动控制
6.5.1带钢冷连轧机厚度自动控制的基本思想
6.5.2带钢冷连轧机AGC系统实例分析
7带钢冷连轧机的板形自动控制
7.1概述
7.2影响板形的因素
7.2.1影响板、带钢平直度的因素
7.2.2影响板、带钢凸度(横向厚差)的因素
7.3板形控制方式
7.3.1"目测"和人工调节来控制板形
7.3.2改变工艺和设备条件控制板形
7.4带钢板形控制系统
7.4.1概述
7.4.2带钢板形自动控制系统实例分析
8带钢冷连轧机的张力自动控制
8.1概述
8.2连轧主机张力的数学模型
8.2.1A.TI切克马廖夫张力微分公式
8.2.2IO.M 因别尔格张力微分公式
8.2.3张进之张力微分公式
8.2.4常用的张力微分公式
8.3建张过程及张力的选择
8.3.1建立张力过程
8.3.2张力大小的选择
8.4张力的作用
8.4.1防止轧件跑偏
8.4.2"自动调节"作用
8.4.3降低轧制压力和变形功
8.4.4张力起着在机架间传递能量的作用
8.4.5可使带钢有较好的板形
8.4.6可提高产量
8.4.7作为精调AGC的调节手段
8.5机架间张力自动控制
8.5.1机架间张力自动控制的基本原理
8.5.2机架间张力自动控制实例分析
8.6开卷、卷取机张力自动控制
8.6.1开卷、卷取机控制的基本思想
8.6.2卷取张力控制方案的选择
8.6.3主要参数的计算
8.7卷取机张力自动控制实例分析
8.7.1系统的组成及其工作状态
8.7.2对系统几个主要环节的分析
9带钢冷连轧机的计算机控制与轧线检测仪表
9.1带钢冷连轧机的计算机控制
9.1.1概述
9.1.2带钢冷连轧机计算机控制系统实例分析
9.2带钢冷连轧机过程控制检测仪表
9.2.1过程控制对检测仪表的要求
9.2.2冷连轧机的检测仪表
参考文献
世界冷轧板带板形控制先进技术的进展2009-09-15 16:11 板形控制是冷轧板带加工的核心控制技术之一,近年来随着科学技术的不断进步,先进的板形控制技术不断涌现,并日臻完善, 板形控制技术的发...
如果按设计院说冷轧带钢轧机国内属中冶南方设计院了,镀锌线可以找中冶南方、黄石山立、中钢钢研科技集团新冶高科技公司。如果说哪家生产的好,那要属二重、一重、常冶了,这些年他们用外方的图纸制造了一大批,不用...
冷轧机即一种钢筋冷轧加工设备,由于不仅可在直径6.5毫米至12毫米之间的热轧盘条,热轧盘圆加工成制品标椎直径在5毫米至12毫米的冷轧带肋钢筋。且自动化程序高,生产效率快,耗能低,省工省时,是降低生产成...

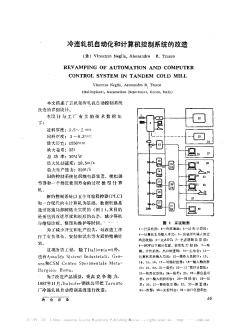 冷连轧机自动化和计算机控制系统的改造
冷连轧机自动化和计算机控制系统的改造
冷连轧机自动化和计算机控制系统的改造
本文描述了五机架冷轧机自动控制系统改造的详细设计。 本设计与工厂有关的技术数据如下; 进料厚度:5.5~2mm 出料厚度:3~0.3mm 最大带宽:1550mm 最大卷重:35t 总功率:30MW 最大轧制速度:28.5m/s 最大生产能力:220t/h 旧的控制系统包括继电器装置、模拟调节器和一个接近使用寿命的过程微型计算机。
 宽带钢冷连轧机综合耦合模型的建立与分析
宽带钢冷连轧机综合耦合模型的建立与分析
宽带钢冷连轧机综合耦合模型的建立与分析
宽带钢冷连轧过程中,板形、板厚和张力控制之间存在着很强的耦合关系,相互影响对方的调节功效。为了进一步提高控制精度,进行解耦设计实现解耦控制是十分有效的手段,而其前提和基础就是冷连轧机综合耦合模型的建立和分析。首先,运用轧制理论对轧制过程中板形、板厚和张力控制的各种影响因素进行了系统的分析,然后考虑执行内环的动态特性建立冷连轧机综合耦合模型,以定量地描述轧制过程中辊缝、弯辊力、本架轧辊速度、前架轧辊速度和出口厚度、出口凸度、出入口张力之间的耦合影响关系。最后,基于Matlab/Simulink工具,采用此耦合模型对某冷连轧机末机架的耦合特性进行仿真分析,指出对其进行解耦控制的必要性。
《现代配电自动化系统》结合现代科学技术的进步和我国实际情况,对现代配电自动化系统的关键技术进行比较系统的论述,内容包括配电网架和配电设备、配电自动化系统的组成及其功能、配电自动化通信系统、馈线自动化、配电自动化高级应用、配电自动化系统测试技术、智能配电网等。
《中等职业教育规划教材·现代办公自动化案例教程》从办公自动化的概念,常用办公设备的使用与维护,WindowsVista的基本操作,办公自动化软件Microsoft Office Word2007、Excel2007、PowerPoint2007高级使用方法,办公网络的基本概述和操作等方面出发,立足应用,深入浅出地介绍了办公自动化在日常办公中的具体应用。通过《中等职业教育规划教材·现代办公自动化案例教程》的学习能够培养学生应用办公软件、设备处理办公事务、信息采集处理的实际操作能力。