斜顶文献

 斜立柱斜顶面斜地脚螺栓基础施工
斜立柱斜顶面斜地脚螺栓基础施工
斜立柱斜顶面斜地脚螺栓基础施工
华东送变电工程公司负责承建的750kV金-酒-安输变电工程线路八标段位于甘肃省嘉峪关市,本文对工程上新出现的8个地脚螺栓的斜立柱斜顶面斜地脚螺栓基础施工的方法进行分析总结,为今后此种形式的基础施工提供一种有效的施工方法。
选择特殊符号
选择搜索类型
请输入搜索
斜梢设计及注意事项:
1.斜梢设计时在退模方向应尽量取较短方向。
2.斜梢在计算其开模角度时尽量取大, 角度以不超过10°为原则. 另需考虑斜梢开模后退行程中可能会带动成品偏移, 所以L应取成品的4/5H, 部份模具4/5A, A°可能会超过10°以上, 则取10°再将顶针凸出公模面0.5-1mm, 作为定位作用。
3.斜梢顶部一般约需比公模略低0.05mm。
4.斜梢上若有凸起(靠破洞)时应增加脱模角, 角度以3°以上为佳, 最多可作至6°。
5.大斜梢设计时应考虑顶出挠度问题, 所以底座最好作在KO孔正上方。
6.大型斜斜梢在设计时应防前倾及顶出时左右顶出不均时可能出现的摆动力量. 所以最好设置 T型槽及鴳尾槽.
7.有斜梢时, 最好加装EGP, 防止斜梢移动时侧向分力影响顶出顺畅.
8.当斜梢头部有靠插破时,回位销下加装弹簧以保护斜梢靠插破面。
9.斜梢设计时,注意成品公模侧定位,防止斜梢运动时带动成品。
10.半截式斜梢设计时不可以让斜梢完全顶出。2100433B
可以吊顶的,吊那种不规则顶。估计您上面是不是还有个斜顶阁楼啊。
新房装修,每位业主都想把自己的新家收拾的漂漂亮亮,但是在装修过程中比较忙,可能就会忽略到一些问题,等到再想起来时,觉得当初忘记真不应该,就像题主一样,当初可能忘记这是由于吊顶有这么多作用,建议卧室做吊...
这个可以根据墙体高度和斜砌高度的比例估算一下
斜立柱斜顶面斜地脚螺栓基础施工
斜立柱斜顶面斜地脚螺栓基础施工
华东送变电工程公司负责承建的750kV金-酒-安输变电工程线路八标段位于甘肃省嘉峪关市,本文对工程上新出现的8个地脚螺栓的斜立柱斜顶面斜地脚螺栓基础施工的方法进行分析总结,为今后此种形式的基础施工提供一种有效的施工方法。
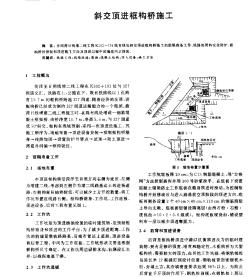
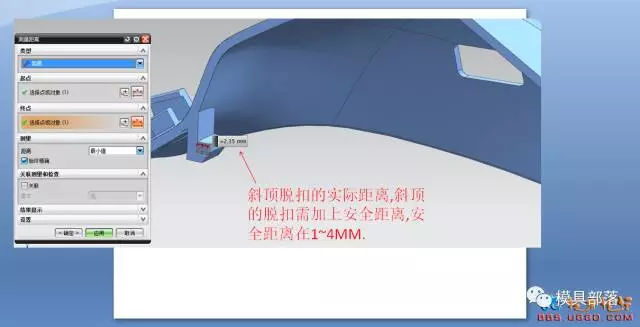
斜顶是顶出抽芯机构的一种,当产品内有倒扣,不方便做行位,而又方便做斜顶顶出时,须做斜顶顶出.另外一种情况是如(b图),当一条深长骨位在做直顶顶出,骨位容易粘在直顶上,而不易取产品时,须做斜顶顶出.斜顶分为后模斜顶和前模斜顶.斜顶不能用于内模相同的材料,要硬一级,较小斜顶用FDAC.1:斜顶设计思路:1).首先计算出斜顶的脱扣行程,根据顶出行程,再计算出斜顶的斜度;
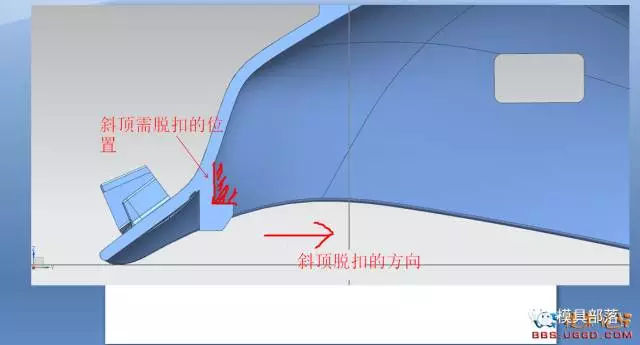
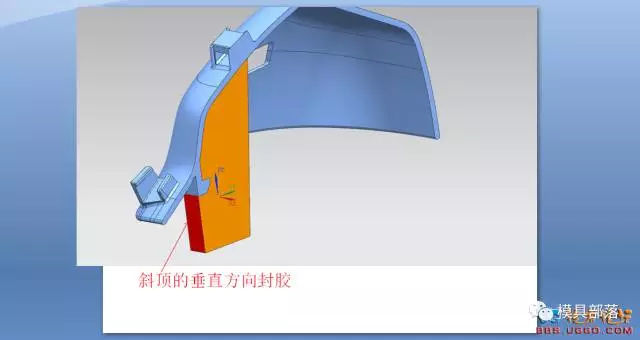
2).再做出斜顶的侧向运动方向的封胶位,封胶优先用水平封胶,也可以垂直封胶,使用垂直封胶需注意,产品扣位的胶位是否会跟着斜顶往侧向方向变形,如果斜顶侧向运动的空间有限,可以采用垂直封胶;
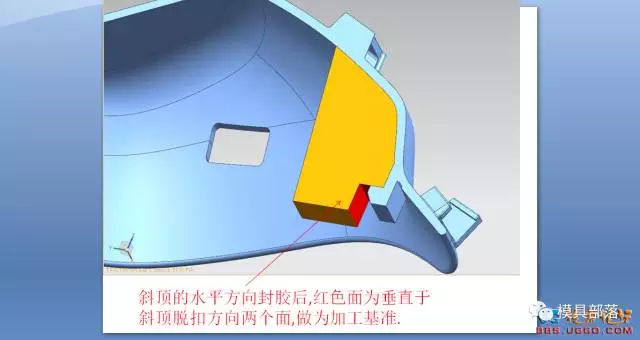
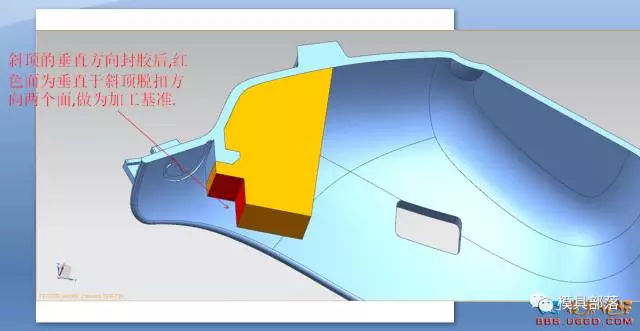
3).再做出斜顶的加工基准位,加工基准位是以胶位的脱出方向为准;
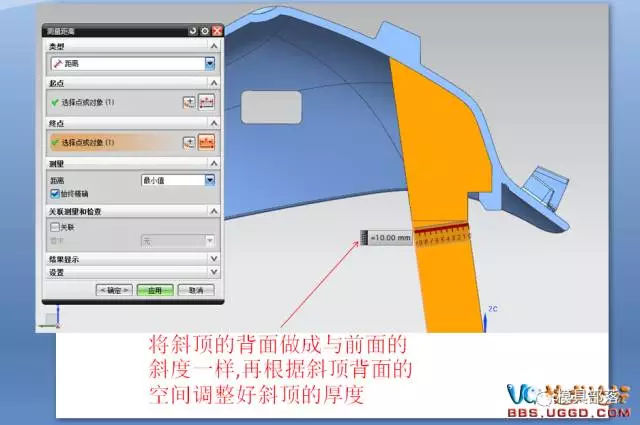
4).从加工基准位处,向下做出斜顶的斜度面;

5).调整好斜顶侧向运动方向的厚度,当斜顶总长低于100mm时,斜顶的厚度最低保证有6mm厚,如果总长超过100mm,斜顶的厚度最低要用8mm,如果做不到这个厚度,就把斜顶的总长做短.
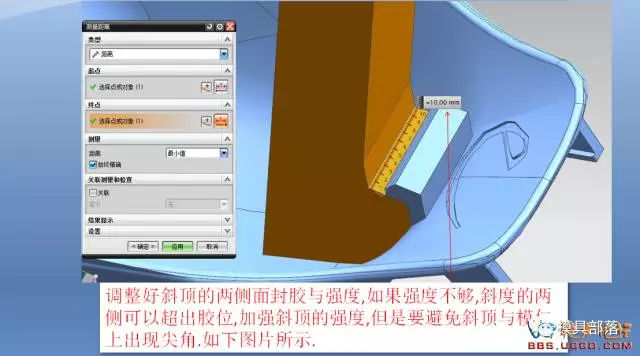
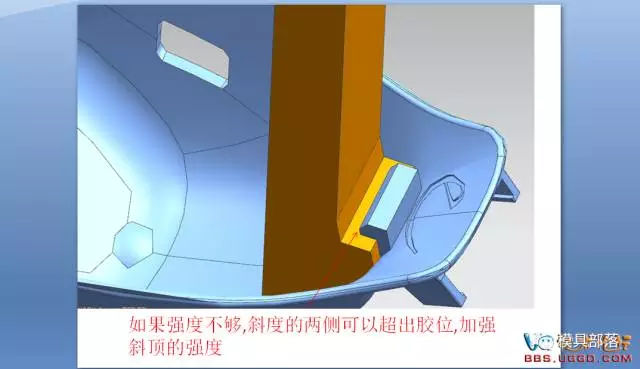
6).做斜顶的两侧面封胶,封胶可以根据斜顶的强度及位置,是否需要超出胶位的侧面,如果强度不够,可以超出斜顶的侧面,做好封胶要求就可以了;
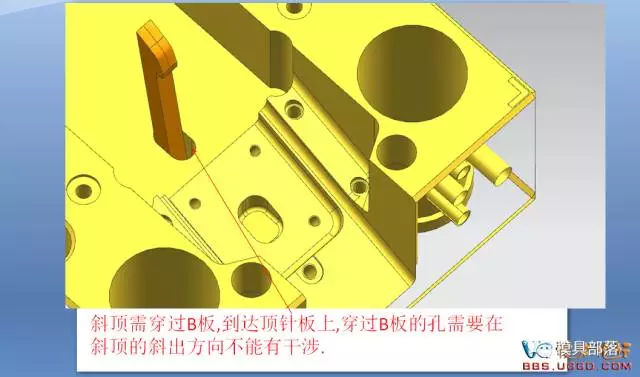
7).做斜顶穿过模板的避空孔
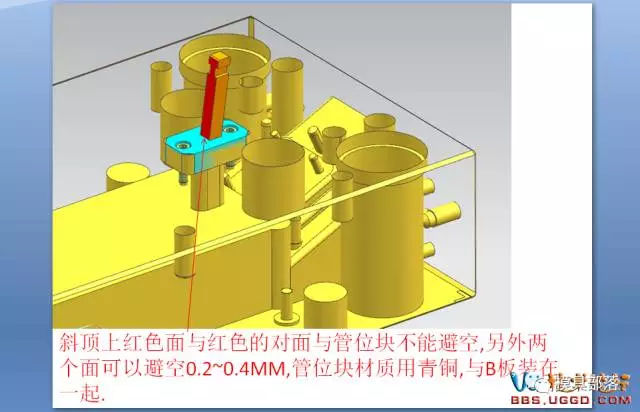
8).做斜顶的管位块
9).做斜顶座设计
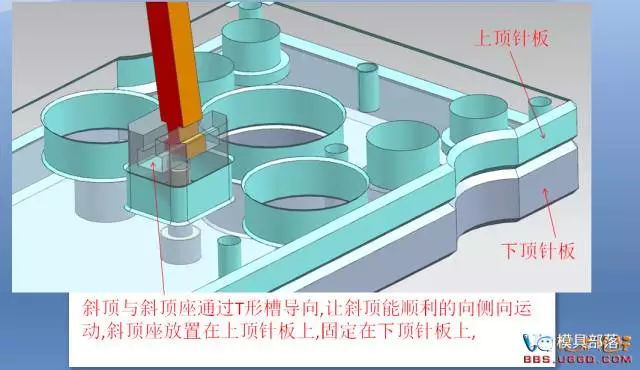
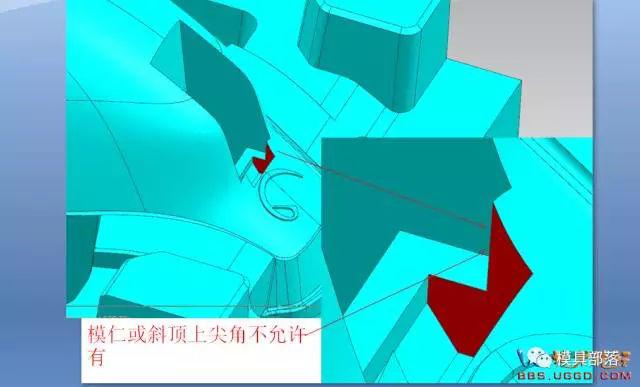
10).需注意尽量避免出现尖角.
学习设计加老师QQ205658679从零基础到模具设计精英,包含CAD软件、燕秀外挂、UG软件、胡波外挂、2D排位、拆散件、BOM表、3D分模、全3D设计,纯模具公司设计实战,重点是设计理念及设计思维的培养,设计参数的确定,加工经验、FIE模经验、试模经验的传授等。欢迎转发。
基本信息
楼梯·斜顶,ISBN:9787508353111,作者:刘天杰,刘庆丰,林国章 编著
2100433B
模具斜顶又名斜梢,斜顶是以港资模具厂为主的珠三角地区模具行业的惯用说法,是模具设计中用来成形 产品内部倒钩的机构,适用于比较简单的倒钩情况。
典型的斜顶机构
模具分类方法很多,过去常使用的有:
按模具结构形式分类,如单工序模,复式冲模等;
按使用对象分类,如汽车覆盖件模具、电机模具等;
按加工材料性质分类,如金属制品用模具,非金属制用模具等;
按模具制造材料分类,如硬质合金模具等;按工艺性质分类,如拉深模、粉末冶金模、锻模等。
这些分类方法中,有些不能全面地反映各种模具的结构和成形加工工艺的特点,以及它们的使用功能。为此,采用以使用模具进行成形加工的工艺性质和使用对象为主的综合分类方法,将模具分为十大类,见表1各大类模具,又可根据模具结构、材料、使用功能以及制模方法等分为若干小类或品种。
序号 模具类型 模具品种 成形加工工艺性质及使用对象
1 冲压模具(冲模)
冲裁模(无、少废料冲裁、整修、光洁冲裁、深孔冲裁精冲模等),弯曲模具,拉深模具,单工序模具(冲裁、弯曲、拉深、成形等),复合冲模,级进冲模;汽车覆盖件冲模,组合冲模,电机硅钢片冲模
板材冲压成形
2 塑料成型模具
压塑模具,挤塑模具,注射模具(立式、式、角式注射模具);热固性塑料注射模具,挤出成形模具(管材、簿膜扁平机头等)发泡成形模具,低刀具工具泡注射成形模具,吹塑成形模具等
塑料制品成形加黄岩工艺(热固性和热塑性模塑料)
3 压铸模
热室压铸机用压铸模,立式冷室压铸机用压铸模,臣式冷室压铸机用压铸模,全立式压铸机用压铸模,有色金属(锌、铝、铜、镁合金)压铸,黑色金属压铸模
有色金属与黑色金属压力铸造成形工艺
4 锻造成形模具
模锻和大型压力机用锻模,螺旋压力机用锻模,平锻机锻模,辊锻模等;各种紧固件冷镦模,挤压模具,拉丝模具,液态锻造用模具等
金属零件成形,采用锻压、挤压
5 铸造用金属模具
各种金属零件铸造时采用的金属模型
金属浇铸成形工艺
6 粉末冶金模具
成形模:
手动模:实体单向压制、实体双向压制手动模;实体浮动压模
机动模:大型截面实体浮动压模,极掌单向压模,套类单向、双向压模,套类浮动压模
整形模:
手动模:径向整形模,带外台阶套类全整形模,带球面件整形模等
机动模:无台阶实体件自动整形模,轴套拉杆式半自动整形馍,轴套通过式自动整形模轴套全整形自动模,带外台阶与带外球面轴套全整形自动模等
粉末制品压坯的压制成形黄岩艺。主模具电加工设备用于铜基、铁基粉末制品;机械零件,工具材料与制品易热零件等
7 玻璃制品模具
吹一吹法成形瓶罐模具,压一吹法成形瓶罐模具,玻璃器皿用模具等
玻璃制品成形工艺
8 橡胶成型模具
橡胶制品的压胶模、挤胶模、注射模。橡胶轮胎模,"O"形密封圈橡胶模等
橡胶压制成形工艺
9 陶瓷模具
各种陶瓷器皿等制品用的成形金属模具
陶瓷制品成形工艺
10 经济模具(简易模具)
低熔点合金成形模具,薄板冲模,叠层冲模,硅橡胶模,环氧树脂模,陶瓷型精铸模,叠层型腔塑料模,快速电铸成形模等
适用多品种少批量工业产品用模具,有很高经济价值
注塑模具的结构及组成
1、成型零件
赋予成型材料形状、结构、尺寸的零件,通常由型芯(凸模)、凹模型腔以及螺纹型芯、镶块等构成。
2、浇注系统
它是将熔融塑料由注射机喷嘴引向闭合模腔的通道,通常由主流道、分流道、浇口和冷料井组成。
3、导向部件
为了保证动模与定模闭合时能够精确对准而设置的导向部件,起导向定位作用,它是由导柱和导套组成的,有的模具还在顶出板上设置了导向部件,保证脱模机构运动平稳可靠。
4、脱模机构
实现塑件和浇注系统脱模的装置,其结构形式很多,最常用的有顶杆、顶管、顶板及气动顶出等脱模机构,一般由顶杆、复位杆、弹弓、顶杆固定板、顶板(顶环)及顶板导柱/导套等组成。
5、抽芯机构
对于有侧孔或侧凹的塑件,在被顶出脱模之前,必须先进行侧向抽芯或分开滑块(侧向分型),方能顺利脱模。
6、模温调节系统
为了满足注射成型工艺对模具温度的要求,需要有模温调节系统(如:冷却水、热水、热油及电热系统等)对模具温度进行调节的装置。
7、排气系统
为了将模腔内的气体顺利排出,常在模具分型面处开设排气槽,许多模具的推杆或其它活动部件(如:滑块)之间的间隙也可起到排气作用。
8、其它结构零件
是指为满足模具结构上的要求而设置的零件(如:固定板、动/定模板、撑头、支承板及连接螺钉等)。