洗铝工艺文献

 洗铝工艺介绍
洗铝工艺介绍
洗铝工艺介绍
一、洗铝袋释义及其特点 洗铝袋软包装产品具有图文清晰、精确度高、立体感强、层次丰富、色彩艳丽、表面平滑、高耐磨性强等特点,从 商业安全性角度上讲,又是一种防伪性较强的包装形式,有助于提高产品档次和附加值,具有更强的产品市场竞争力。 洗铝袋(也叫局部镂空镀铝袋)是一种用塑料薄膜复合局部镂空镀铝膜(或叫局部镀铝层退铝)局部透明的复合袋。 洗铝,是将薄膜上的局部镀铝层退掉或洗掉。目前,洗铝袋是国内乃至国际上印刷要求最高、设计效果最美的包装之一, 在国际上也是较流行、较先进的一种防伪包装。如在日本就非常流行,普遍用于食品、服装、电子、玩具的产品外包装; 而国内目前应用还比较少。洗铝袋与普通的复合镀铝袋有着明显的区别:普通的复合镀铝袋,是整个袋子或整个袋子的 正面(或背面)都与镀铝膜复合。而洗铝袋则不同,只要你想袋子哪个部分有铝的光泽效果,哪个部分是透明可视效果, 均可以设计生产出来,而不会仅局限于
 铜洗再生系统的工艺改造
铜洗再生系统的工艺改造
铜洗再生系统的工艺改造
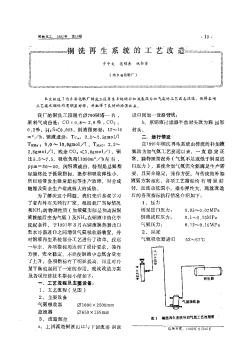
本文叙述了内乡县化肥厂铜洗工段再生系统的补加液氨改为加气氨的工艺设备改造,使得各项工艺技术指标均有明显好转,并取得了良好的经济效益。