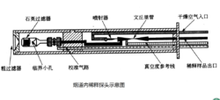
小孔光泽度计型号文献

 镜向光泽度计示值误差测量结果的不确定度评定
镜向光泽度计示值误差测量结果的不确定度评定
镜向光泽度计示值误差测量结果的不确定度评定
依据JJF1059.1-2012《测量不确定度评定和表示》和JJG696-2002《镜向光泽度计和光泽度板检定规程》评定了镜向光泽度计示值误差的不确定度。建立了测量结果不确定度的数学模型,分析了各不确定度分量,并计算了其测量结果的扩展个确定度
 花岗岩光泽度
花岗岩光泽度
花岗岩光泽度
花岗岩表面光泽度 饰面石材的光泽度是评价石材质量的一个重要标准。 光泽度的大小一方面取决于组成岩石的 各种矿物的折射率的大小,另一方面与石材表面的微观结构密切相关。 同一种花岗石石材其矿物组成是一定的, 表面越光滑, 凹凸缺陷越少, 石材的光泽度就越 高。石材表面的微观结构是由磨抛加工的质量决定的。所以, 在选购花岗石石材时,对石材 磨抛质量的辨别至关重要。 如果不掌握一些技巧, 对磨抛质量的辨别是一项非常困难的工作, 因为在我们肉眼看来所有的饰面石材的表面都光亮如镜。 然而实际经过磨削抛光加工后的饰 面石材表面无论看起来多么光骨,经高倍显微镜放大后其表现的微观结构都是粗糙不平的, 有时甚至存在较大的缺陷。 肉眼看来光洁如镜的花岗石石材的表面, 在反光显微镜下和扫描电子显微镜下可以看出石 材表面都存在在磨抛加工后所留下的凹坑和条痕, 这些凹坑和条痕有的是在目前的加工条件 下无法克服的由矿物