线切割钼丝化学成分文献

 线切割机床慢走丝切割速度研究
线切割机床慢走丝切割速度研究
线切割机床慢走丝切割速度研究
在工业领域中,数控机床对零部件的生产具有重要的保障作用,尤其是数控线切割技术的应用,能实现对精密度要求较高零件的生产.因此,提出提高线切割机床慢走丝切割速度的方法,包括提高高压水的工作效率,保障电解液中离子的浓度,保障慢走丝的质量和保障回路具有良好的连接质量.
 钢铁化学成分
钢铁化学成分
钢铁化学成分
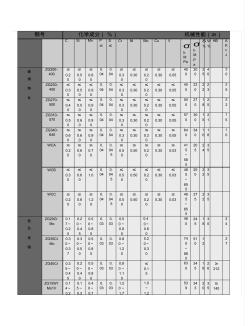
钢号 化学成分( %) 机械性能(≥) C Si Mn P ≤ S ≤ Cr Ni Mo Cu V σ b M Pa σ b M P a δ % Ψ % HB A K v J 碳 钢 铸 件 ZG200- 400 ≤ 0.2 0 ≤ 0.5 0 ≤ 0.8 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 40 0 20 0 2 5 4 0 3 0 ZG230- 450 ≤ 0.3 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤ 0.3 0 ≤ 0.30 ≤ 0.2 0 ≤ 0.30 ≤ 0.05 45 0 23 0 2 2 2 3 2 5 ZG270- 500 ≤ 0.4 0 ≤ 0.5 0 ≤ 0.9 0 0. 04 0. 04 ≤
