小型半自动灌装机技术参数文献

 机械原理课设++旋转型灌装机
机械原理课设++旋转型灌装机
机械原理课设++旋转型灌装机
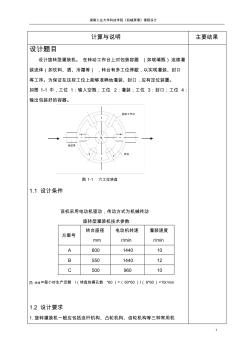
湖南工业大学科技学院《机械原理》课程设计 1 计算与说明 主要结果 设计题目 设计旋转型灌装机。 在转动工作台上对包装容器 (如玻璃瓶)连续灌 装流体(如饮料、酒、冷霜等) ,转台有多工位停歇,以实现灌装、封口 等工序。为保证在这些工位上能够准确地灌装、封口,应有定位装置。 如图 1-1 中,工位 1:输入空瓶;工位 2:灌装;工位 3:封口;工位 4: 输出包装好的容器。 1 2 3 4 传送带 固定工作台 转台 图 1-1 六工位转盘 1.1 设计条件 该机采用电动机驱动,传动方式为机械传动 旋转型灌装机技术参数 方案号 转台直径 mm 电动机转速 r/min 灌装速度 r/min A 600 1440 10 B 550 1440 12 C 500 960 10 n 转速=每小时生产定额 /(转盘的模孔数 *60)=(60*60)/( 6*60)=10r/min 1.2
 自动油灌装机控制器的设计
自动油灌装机控制器的设计
自动油灌装机控制器的设计
基于ARM微处理器,设计了一种动态自适应油灌装机控制器,采用质量检测的方法实现对灌装质量的精确控制。设计了分级处理的信号处理电路,提高信号采样的精度。使用编码器对机器进行定位,在关键位置对灌装头进行控制。对相关的质量参数进行动态校正,依据灌装过程中采集的经验数据对设定值进行动态调整,并考虑灌装停止时油嘴的滴落油质量,对灌装控制油阀的关闭时间进行预判,以精确控制灌装油的质量。