压痕硬度文献

 水杉的压痕硬度与压痕蠕变特性
水杉的压痕硬度与压痕蠕变特性
水杉的压痕硬度与压痕蠕变特性
采用仪器化压痕试验对水杉进行压痕硬度、压痕蠕变测试并利用体视显微镜观察压痕的裂纹,结果表明:直径为6mm的半球形钢压头压入水杉端面、径面、弦面深度3mm时心材和边材的压痕硬度差异不明显,端面的压痕硬度最大,与径面、弦面差异明显,径面与弦面的差异不显著;荷载越大,压痕变化量越大,蠕变前期的压痕深度变化速率亦越大,但最终均趋于零。此外,相同荷载下,早材和晚材的压痕蠕变差异明显;端面与径面、弦面的裂纹形态及产生机理不同。
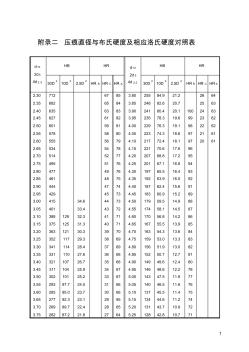 压痕直径与布氏硬度及相应洛氏硬度对照表
压痕直径与布氏硬度及相应洛氏硬度对照表
压痕直径与布氏硬度及相应洛氏硬度对照表
1 附录二 压痕直径与布氏硬度及相应洛氏硬度对照表 d 10 2d 5 4d 2. 5 HB HR d10 2d 5 4d 2.5 HB HR 30D 2 10D 2 2.5D 2 HR B HR C HR A 30D 2 10D 2 2.5D 2 HR B HR C HR A 2.30 2.35 2.40 2.45 2.50 2.55 2.60 2.65 2.70 2.75 2.80 2.85 2.90 2.95 3.00 3.05 3.10 3.15 3.20 3.25 3.30 3.35 3.40 3.45 3.50 3.55 3.60 3.65 3.70 3.75 712 682 635 627 601 578 555 534 514 495 477 461 444 429 415 401