压铆螺母
- 压铆螺母又叫铆螺母,自扣紧螺母,是应用于薄板或钣金上的一种螺母,外形呈圆形,一端带有压花齿及导向槽。其原理是通过压花齿压入钣金的预置孔位,一般而言预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母的花齿挤入板内使预置孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
-

选择特殊符号
选择搜索类型
请输入搜索
1、 板材背面保持完全嵌平;
2、小而精巧,适用于所有电子或精密设备;
3、 高抗扭矩阻力;
4、装备方便,只需简单压铆;
5、规格系列化,能满足多种设计要求。
压铆螺母从材质上分为快削钢压铆螺母S型,不锈钢压铆螺母CLS型,不锈铁压铆螺母SP型及铜、铝压铆螺母CLA型,分别应于不同的使用环环境。规格从通常是从M2至M12。压铆螺母没有统一的国家标准,常用于机箱机柜、钣金业。

S系列、CLS系列、SP系列压铆螺母,为安装内螺纹到精密的金属板材产品上,提供了简单的方法,起到了可靠的固定作用,小而精巧的螺母,使板材一边嵌平加工完美,安装时,只需将螺母插入金属板的孔中,以压力完成镶嵌坚固功能。
第一个问题,首先说一下,这个压铆螺母跟拉铆螺母都属于五金紧固件,都属于铆接件的一种,压铆螺母是压铆机上用的,压铆螺母都是压铆机或者压力机啥的,直接机子上使用的,一般板子比较厚,而拉铆铆母是用拉铆枪啥的...
你好,冷墩压铆螺母的价格参考: 深圳市世力达电子五金有限公司 产品规格 SP-M5-2 0.15元 深圳市卓远达五金有限公司...
压铆螺母又叫铆螺母,自扣紧螺母,是应用于薄板或钣金上的一种螺母,外形呈圆形,一端带有压花齿及导向槽。其原理是通过压花齿压入钣金的预置孔位,一般而言预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母...
压铆螺母一般市面上用的比较多的材质为铁,铁的大家都知道叫作碳钢的,墩打出来,或者车削出来,制造生产出来后都是本色的,为防止生锈,因此需要电镀的。而不锈钢压铆螺母是不需要电镀的。铁的话,电镀的彩色一般由客户决定,看客户需要什么样的彩色就电镀什么样的彩色。还有一些对盐雾时间的要求。有些电镀色盐雾时间高一点,有些电镀,几个小时就少锈了。还有一点就是看客户对这产品是不是需要出口的,出口的一般是需要环保的,国内的有些也需要,但大部分还是不需要的。
市场上一般压铆螺母用的比较多的电镀是环保兰锌的,因为环保兰锌的盐雾测试时间能达到72个小时,也就是三天时间,这种电镀耐盐雾时间比较久一点。其实的,比如说电镀白镍,白镍的盐雾时间比较短,一般几个小时就生锈了,达不到10个小时之上。但有些可以对电镀白镍进行过油,过完油的压铆螺母盐雾时间能久一点。2100433B
压铆螺母的生产过程和别的螺钉的生产过程也大致差不多。只是螺钉是用螺钉机墩打出来的,螺母是用螺母机墩打出来的。为大家介绍一下压铆螺母的生产过程。
1.先要确实压铆螺母是什么材料,是什么材质,我们才好用什么材料去生产,用什么材质去生产。知道用什么材料和材质了,我们才好去买螺钉线材。
2.确定压铆螺母的规格,种类,看看它大小和长度。这样才好确实用多大的螺丝线材。
3.确定好什么材料,材质,规格大小,种类后,我们就需要看看是不是常用的压铆螺母,如果是的话,厂里肯定有相对应的模具。如果不是,是非标的话,那我们就得定购模具。
4.一切生产准备好后,就得用螺母机墩打出压铆螺母的形状,也就是外观。
5.墩打出来后,再用攻螺母牙的机器,对它进行攻牙处理。
6.牙螺纹攻好后,再进行电镀处理,不锈钢压铆螺母是不需要电镀的,只需要清洗好就成。要电镀别的彩色的,就得拿去专业电镀厂家进行电镀处理。
S-256-0 S-256-1 S-256-2 S-348-0 S-348-1 S-348-2 S-440-0 S-440-1 S-440-2 S-440-3 S-632-0 S-632-1 S-632-2 S-632-3 S-832-0 S-832-1 S-832-2 S-832-3 SS-024-0 SS-024-1 SS-024-2 SS-024-3 SS-032-0 SS-032-1 SS-032-2 SS-032-3 S-1224-1 S-1224-2 S-1224-3 S-0420-0 S-0420-1 S-0420-2 S-0420-3 S-0428-1 S-0428-2 S-0428-3 S-0518-1 S-0518-2 S-0518-3 S-0524-1 S-0524-2 S-0524-3 S-0616-1 S-0616-2 S-0616-3 S-0624-1 S-0624-2 S-0624-3 S-0813-1 S-0813-2 S-0820-1 S-0820-2 CLS-256-0 CLS-256-1 CLS-256-2 CLS-348-0 CLS-348-1 CLS-348-2 CLS-440-0 CLS-440-1 CLS-440-2 CLS-440-3 CLS-632-0 CLS-632-1 CLS-632-2 CLS-632-3 CLS-832-0 CLS-832-1 CLS-832-2 CLS-832-3 CLSS-024-0 CLSS-024-1 CLSS-024-2 CLSS-024-3 CLSS-032-0 CLSS-032-1 CLSS-032-2 CLS-1224-1 CLS-1224-2 CLS-1224-3 CLS-0420-0 CLS-0420-1 CLS-0420-2 CLS-0420-3 CLS-0428-1 CLS-0428-2 CLS-0428-3 CLS-0518-1 CLS-0518-2 CLS-0518-3 CLS-0524-1 CLS-0524-2 CLS-0524-3 CLS-0616-1 CLS-0616-2 CLS-0616-3 CLS-0624-1 CLS-0624-2 CLS-0624-3 CLS-0813-1 CLS-0813-2 CLS-0820-1 CLS-0820-2 S-M2-0 S-M2-1 S-M2-2 S-M2.5-0 S-M2.5-1 S-M2.5-2 S-M3-0 S-M3-1 S-M3-2 S-M3.5-0 S-M3.5-1 S-M3.5-2 S-M4-1 S-M4-1 S-M4-2 SS-M5-0 S-M5-1 SS-M5-2 S-M6-0 S-M6-1 S-M6-2 S-M8-1 S-M8-2 CLS-M2-0 CLS-M2-1 CLS-M2-2 CLS-M2.5-0 CLS-M2.5-1 CLS-M2.5-2 CLS-M3-0 CLS-M3-1 CLS-M3-2 CLS-M3.5-0 CLS-M3.5-1 CLS-M3.5-2 CLS-M4-1 CLS-M4-1 CLS-M4-2 CLSS-M5-0 CLSS-M5-1 CLSS-M5-2 CLS-M6-0 CLS-M6-1 CLS-M6-2 CLS-M8-1 CLS-M8-2
应用技术指南:
1、S系列压铆螺母采用易切削铁,经热处理后表现处理,CLS系列压铆螺母采用易用易切削不锈钢,表面不处理。
2、低碳钢板材硬度必须小于70RB,不锈钢板硬度必须小于80RB。
3、适用于各种厚度的板材,最小厚度0.8mm,使用时必须根据板材厚度和螺母规格,才能确定A尺寸对应的尾部号Z,用户根据板材厚度依据表中尾部号选样订货;
4、根据孔径尺寸要精确控制,按0- 0.075mm的公差尺寸加工,最好是冲孔,螺母一般应从板材的“断开”面安装。安装过程一般通过“压铆”作业实现,决不能冲击敲入。

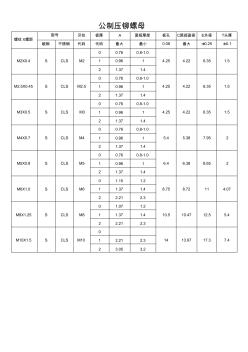 压铆螺母尺寸表
压铆螺母尺寸表
压铆螺母尺寸表
牙纹 板厚 A 面板厚度 板孔 C尾部直径 E外径 T头厚 碳钢 不锈钢 代码 代码 最大 最小 0.08 最大 ±0.25 ±0.1 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 0.76 0.8-1.0 1 0.96 1 2 1.37 1.4 0 1.15 1.2 1 1.37 1.4 2 2.21 2.3 0 1.07 1.2 1 1.37 1.4 2 2.21 2.3 0 1 2.21 2.3 2 3.05 3.2 公制压铆螺母 CLS CLS CLS M2.5 型号 M2X0.4 S CLS M8X1.25 M10X1.5 M2 M2.5X0.
 压铆螺母标准件常用速查表
压铆螺母标准件常用速查表
压铆螺母标准件常用速查表
规格 代码 适合板厚 min 底孔直径 孔中至板边距 min M2X0.45 0/1/2 0.8/1.0/1.4 φ4.25 4.8 M3X0.5 0/1/2 0.8/1.0/1.4 φ4.25 4.8 M4X0.7 0/1/2 0.8/1.0/1.4 φ5.4 6.9 M5X0.8 0/1/2 0.8/1.0/1.4 φ6.4 7.1 M6X1.0 0/1/2 1.2/1.4/2.3 φ8.75 8.6 M8X1.25 1/2 1.4/2.3 φ10.5 9.7 M10X1.5 1/2 2.31/3.18 φ14.0 13.5 规格 高度H 适合板厚 min 底孔直径 孔中至板边距 min M3X0.5 6-6.35 1.0 φ5.4 6.8 M4X0.7 7.0 1.2 φ6.1 8.0 M5X0.8 8.0 1.2 φ7.1 8.0 规格 L螺纹长度 适合板厚 min 底孔直径
压铆螺母柱从材质和内螺纹的形式上分为快削钢通孔压铆螺母柱SO型、不锈钢通孔压铆螺母柱SOS型、快削钢盲孔压铆螺母柱BSO型和不锈钢盲孔压铆螺母柱BSOS型四种,分别应用于不同的使用环境。
压铆螺母柱没有特定的国家标准,早期的生产商来自于美国,被引入国内后逐步形成了今天的行业标准。国内的生产商大多来自于江苏的苏州和广东的东莞等地区 。
压铆螺母没有统一的国家标准,最早的压铆螺母来自美国的生产商,被机箱机柜、钣金业被接受。2100433B
PEM是冷墩压铆螺母,是应用于薄板或钣金上的一种螺母,也叫太阳花螺母,也可称花齿螺母,外形呈圆形,一端带有压花齿及导向槽。
其原理是通过压花齿压入钣金的预置孔内,一般是预置孔的孔径略小于压铆螺母的压花齿外径,通过压力使压铆螺母的花齿挤入板内,导致孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
压铆螺母具有以下优点:
.板材背面保持完全嵌平;
.小而精巧,广泛应用于精密电子电器产品或精密设备;
.高抗扭矩阻力; .
装备方便,只需压铆 .规格系列化,能满足多种设计要求;
应用技术指南
1.S系列压铆螺母采用易切削钢,经热处理后表面处理。CLS系列压铆螺母采用易切削不锈钢,表面不处理
2.低碳钢板材硬度必须小于70RB,不锈钢板硬度必须小于80RB。
3.使用时必须根据板材厚度和螺母规格才能确定A尺寸及对应的尾部号Z,用户根据板材厚度依据表中尾部号选择。
4.板材孔径尺寸要精确控制,按0±0.075的公差尺寸加工,最好是冲孔,螺母一般应从板材的“断开”面安装。
5.安装过程一般通过“压铆”作业实现,绝不能冲击敲入。
产品型号及意义
S-M2.5-0/1/2 S-M3-0/1/2 S-M4-0/1/2 S-M5-0/1/2 S-M6-0/1/2 其中S代表压铆螺母是铁材质的,M表示是牙纹,-后面的0\1\2代表产品的最小板厚
压铆螺母来源
压铆螺母没有统一的国家标准,最早的PEM压铆螺母来自美国的生产商,后国内引进后逐步形成行业标准,被机箱机柜、钣金业被接受。2100433B
