样冲文献

 分部验收样表
分部验收样表
分部验收样表
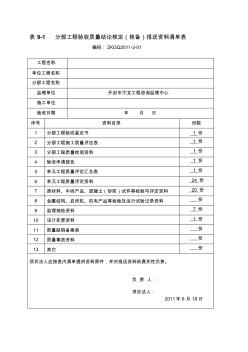
表 9-1 分部工程验收质量结论核定(核备)报送资料清单表 编码: ZKGQ2011-2-01 工程名称 单位工程名称 分部工程名称 监理单位 开封市汴龙工程咨询监理中心 施工单位 验收日期 年 月 日 序号 资料目录 份数 1 分部工程验收鉴定书 1 份 2 分部工程施工质量评定表 1 份 3 分部工程质量检测资料 1 份 4 验收申请报告 1 份 5 单元工程质量评定汇总表 1 份 6 单元工程质量评定资料 24 份 7 原材料、中间产品、混凝土(砂浆)试件等检验与评定资料 20 份 8 金属结构、启闭机、机电产品等检验及运行试验记录资料 份 9 监理抽检资料 7 份 10 设计变更资料 1 份 11 质量缺陷备案表 份 12 质量事故资料 份 13 其它 份 项目法人应按表内清单提供资料原件,并对报送资料的真实性负责。 负 责 人: 项目法人: 2011年 6月 18日 CB33
 工程封样标签
工程封样标签
工程封样标签
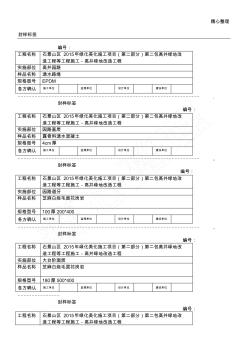
精心整理 封样标签 编号: 工程名称 石景山区 2015年绿化美化施工项目(第二部分)第二包高井绿地改 造工程等工程施工-高井绿地改造工程 实施部位 高井园路 样品名称 透水路缘 规格型号 EPDM 各方确认 施工单位 监理单位 设计单位 建设单位 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ . 封样标签 编号: 工程名称 石景山区 2015年绿化美化施工项目(第二部分)第二包高井绿地改 造工程等工程施工-高井绿地改造工程 实施部位 园路基层 样品名称 露骨料透水混凝土 规格型号 4cm厚 各方确认 施工单位 监理单位 设计单位 建设单位 ⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ .. 封样标签 编号: 工程名称 石景山区 2015年绿化美化施工项目(第二部分)第二包高井绿地改 造工程等工程施工-高井绿地改造工