摇臂钻
- 摇臂钻是钻床的一个分支,以横臂可以绕立柱旋转而得名。Z3050×16型号为例,大写字母Z是钻床的简称,30为摇臂、后面50为钻孔直径,×16为臂长。
-

选择特殊符号
选择搜索类型
请输入搜索
1. 使用摇臂钻,严禁戴手套。
2. 钻孔前,找正工件位置时,应将锁紧装置松开,进刀主轴伸出长度根据钻孔深度调整合适,然后将各锁紧装置锁紧。
3. 钻孔时,钻头必须装夹牢固,伸出长度合适。工件必须用钳子、夹具或压铁夹紧压牢,禁止用手拿着钻孔。钻薄片工件时,下面要垫木板。
4. 钻孔时,调整转速必须先停车,严禁不停车变速 ,否则将打坏变速箱内齿轮。
5. 不准在钻孔时用纱布清除铁屑,亦不允许用嘴吹或者用手擦拭,应使用专用工具或刷子。
6 必须经常检查清除工作台及导轨上、丝杠等处的铁屑与油污,并保持周围环境卫生。
7. 在钻孔开始时或工件要钻穿时,要轻轻用力以防钻头卡住工件,使工件转动或甩出。
8. 钻孔时,进给要均匀。钻深孔时要及时清除铁屑,以防钻头拆断。
9. 装卸工件或夹具时,要将横臂移开,同时注意周围的人及物,以发出碰撞事故。
摇臂钻钻头容易偏斜。由丫横刃的影响,使钻头定心41准,巳钻头的刚度和导向作用较差,切削时钻头容易引偏和弯曲。其中在摇臂钻床上钻孔时,容易引起孔的轴线偏移和不直,但孔径无显著变化;在车床上钻孔时,稗易引起孔径的变化,但孔的轴线仍然是真的。因此,在钻孔前应允加工端面,并用钻头或小心钻预钻—个锥坑,以便钻头定心,钻小孔和深孔时,为了避免孔的轴线偏移和不直,应尽可能采用工件回转方式进行钻孔。
适合摇臂钻工作的条件:温度0℃ ~45℃,温度30%~85%,大气压强86~106kpa,空气清洁度好,粉尘浓度不得大于10mg/m³,不得含酸、碱、腐蚀和有毒气体;不得有爆炸危险,不得有 导电尘埃;厂房内不得有雨雪侵袭;地面平整,清洁,无磕绊物存在,过道通畅,无障碍物存在;室内光线充足(或照明条件良好)。机床安装要远离震源、热源、和热流。
摇臂钻对环境无不良影响,无有害气体或液体排放。
摇臂钻工作噪音≤85dB(A)
最大钻孔直径:32 mm
主轴孔锥度:mt4mm/inch
主轴转速级数:6mm/inch
主轴中心至立柱母线距离:900-260mm
主轴端面至底座工作面距离:1100-220mm
主轴行程:120mm
主轴回转角度:360
机床外形尺寸:1400×710×1880mm
主电机功率:1.5/2.2kw
摇臂升降电机功率:0.55kw
机床重量:1000kg
| 主要级数参数 |
Z3080x25 |
| 钻孔最大直径 |
80 |
| 主轴端面至工作台面距离 |
550-1600 |
| 主轴中心至立柱母线距离 |
500-2500 |
| 主轴行程 |
400 |
| 主轴锥度 |
6 |
| 主轴转速范围 |
20-1600 |
| 主轴转速级数 |
16 |
| 主轴进给量范围 |
0.04-3.2 |
| 主轴进给量级数 |
16 |
| 摇臂回转角度 |
360 |
| 主电机功率 |
7.5 |
| 升降电机功率 |
1.5 |
| 机床重量 |
11000 |
| 外形尺寸 |
3600x1450x3300 |
当然还有其他的技术参数,行业中的,普遍为z3032、z3040、z3050、z3080还有很多种延伸的产品如:zq系列、k系列等等。
1、钻孔位置调整方便:钻孔位置调整时不需要摇手把使主轴箱沿摇臂导轨移动,而只需要轻松推拉摇臂上一特定部位,即可使主轴方便、快捷地到达新的加工位置。 2、一机多用:一台电机即可驱动主轴旋转,又可控制摇臂...
什么地方的,,,
能不能分享下
按钻孔大小分:25、32、40、35、50、63、80、100、120
按机械原理分:机械型、液压型 数控型
具体的参数有:最大钻孔直径
主轴至立柱间的距离
主轴端面到工作台距离
主轴转速
摇臂钻床为通用普通加工机械用途广泛。在摇臂钻的加工生产中可以定做(很多厂家都可以完成)
主要功能
(1)摇臂钻适用于中、大型金属零件上钻孔、扩孔、铰孔、锪平面、及攻螺纹,液压型摇臂钻主要功能动作实现的手柄、按钮等操作部件集中在主轴箱上。
(2)外柱带动摇臂绕内柱回转±180º;
(3)摇臂沿外柱升降;
(4)主轴箱沿摇臂导轨左右移动;
(5)主轴箱:实现主轴各级转动、进给及操作,主轴转速范围25-2000r/min,共有16级,通过旋转集中操作手轮(主轴转速预选按钮)可实现;主轴进给范围0.04-3.2mm/r共有16级,通过旋转集中操作手轮(主轴进给量预选按钮)可实现。
(6)摇臂升降及夹紧:摇臂升降是由立柱顶部电机拖动,由丝杠螺母传动,实现摇臂升降。其中升降螺母上装有保险螺母,以保证摇臂不能突然落下;摇臂夹紧是由液压驱动菱形块实现夹紧,夹紧后,菱形块自锁;摇臂上升或下降加紧动作结束后,摇臂自动夹紧,由装在油缸上的电器开关控制。
(7)主轴箱及立柱加夹紧:主轴箱与立柱加紧均是液压驱动,菱形块夹紧。两动作可同时进行,也可分开进行,选择按钮是主轴箱面板上的旋钮(主轴箱立柱加紧状态选择旋钮),其中中间位置为夹紧,左为立柱单独松夹,右为主轴箱单独松夹,动作实现按钮是主轴箱立柱松开按钮、主轴箱立柱夹紧按钮。

1、控制冷却泵电机不转
2、控制主轴电机不运转
3、控制摇臂电机(正反)不运转
4、控制液压泵电机不转
5、控制变压器失电,按任意开关无反应
6、故障点控制主控电路失电,任何动作不能起动
7、KM1不能启动
8、KM1能启动,其它都不能启动
9、缓吸时间继电器线圈失电缓吸断开,缓吸闭合不能启动
10、KM2、KM3、KM4都不能启动
11、KM5不能启动
12、YA不能启动
摇臂钻床是一种通用的钻孔设备,具体使用范围广泛,操作灵活方便等特点,摇臂钻床是如何钻削一般工件上的孔。
1、将工件按图样要求划好线,检查后打样冲眼。样冲眼应打大些,使钻头不易偏离中心。
2、调整好所需转速和进给量,准备好所需的切削液。
3、根据材料特性及工艺要求,刃磨好钻头的切削角度。
4、钻尖对准钻孔中心。对刀时要从两个垂直方向进行观察。
5、如果钻孔产生偏斜要及时进行纠正。纠正的方法是:较大的孔用油槽錾在孔偏斜相反的一边錾几个槽,较小的孔可用样冲眼借正。钻小孔也可以在偏斜的方向用垫铁垫高一些。然后试钻,直到圆窝修正后,将垫铁取走,即可继续钻孔。
6、钻通孔,当快钻穿时,最好改用手动进给。
7、钻不通孔,开钻前可按孔深调好自动进给挡铁。
8、钻深孔,当孔深达到直径3倍以上时,钻头要多次退出排屑。
9、当钻孔直径<35mm时,可一次钻出,当大于35mm时可分两次钻出。这时预钻孔的直径取加工直径的0.7倍。
(1)切断电源,拆下所有电动机及有关电气元件。
(2)从摇臂右端卸下主轴箱。
(3)将摇臂支承好或吊稳,卸下升降机构。
(4)吊出摇臂。
(5)吊出外立柱。
(6)从底座上拆下内立柱。
(7)拆下底座(如在原地修理或不需经表面刨削加工时,可以不必拆离基础)。
一、外表
5、清洗机床外表及死角,拆洗各罩盖要求内外清洁,无锈蚀,无黄袍,漆见本色铁见光
6、清洗导轨面及清除工作台面毛刺
7、检查补齐螺钉,手球,手柄
二、摇臂钻主轴及进刀箱
1、油质要保持良好,油亮符合要求
2、清除主轴锥毛刺
3、清洗液压变速系统,滤油网,调整油压
三、摇臂钻及升降夹紧机机构,成海机床检查调整升降机构和夹紧机构,达到灵敏可靠
(1)摇臂钻运动部件较多,为了简化传动装置,采用多台电动机拖动。例如Z3040型摇臂钻床采用4台电动机拖动,他们分别是主轴电动机,摇臂升降电动机,液压泵电动机和冷却泵电动机,这些电动机都采用直接启动方式。
(2)为了适应多种形式的加工要求,摇臂钻主轴的旋转及进给运动有较大的调速范围,一般情况下多由机械变速机构实现。主轴变速机构与进给变速机构均装在主轴箱内。
(3)摇臂钻的主运动和进给运动均为主轴的运动,为此这两项运动有一台主轴电动机拖动,分别经主轴传动机构,进给传动机构实现主轴的旋转和进给。
(4)在加工螺纹时,要求主轴能正反转。摇臂钻主轴正反转一般采用机械方法实现。因此主轴电动机仅需要单向旋转。
(5)摇臂升降电动机要求能正反向旋转。
(6)内外主轴的夹紧与放松、主轴与摇臂的夹紧与放松可用机械操作、电气—机械装置,电气—液压或电气—液压—机械等控制方法实现。若采用液压装置,则备有液压泵电机,拖动液压泵提供压力油来实现,液压泵电机要求能正反向旋转,并根据要求采用点动控制。
(7)摇臂的移动严格按照摇臂松开→移动→摇臂夹紧的程序进行。因此摇臂的夹紧与摇臂升降按自动控制进行。
(8)冷却泵电动机带动冷却泵提供冷却液,只要求单向旋转。
(9)具有连锁与保护环节以及安全照明、信号指示电路。

 摇臂钻床改造
摇臂钻床改造
摇臂钻床改造
目录 1 前言 ....................................................................................................................... 1 1.1 本课题的研究意义 ........................................................................................ 1 1.2 国内外本课题的研究发展状况 ................................................................... 1 2 Z3040 摇臂钻床电气系统的控制分析 ................................................
 摇臂钻床点检表.XLS
摇臂钻床点检表.XLS
摇臂钻床点检表.XLS
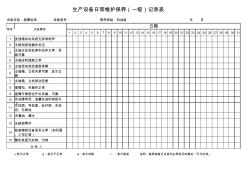
设备名称:摇臂钻床 设备型号 : 使用班组:机加组 年 月 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1 变速箱传动系统无异常响声 2 手柄和按钮操作灵活 3 主轴正反转及停车动作正常,性 能可靠 4 主轴运转速度正常 5 主轴自动进给速度准确 6 主轴箱、立柱夹紧可靠,显示正 确 7 主轴箱、立柱移动轻便 8 摇臂松、夹操作正常 9 摇臂升降限位开关灵敏、可靠 10 各油镜明亮,油量在油标刻线以 上 11 立柱面、导轨面、丝杆面,无拉 伤、无锈蚀 12 无漏油、漏水 13 无缺损零件 14 检查辅助设备是否正常 (如风扇 、工作灯等) 1
摇臂钻床,也可以称为横臂钻。主轴箱可在摇臂上左右移动,并随摇臂绕立柱回转的钻床(见图)。摇臂还可沿外柱上下升降,以适应加工不同高度的工件。较小的工件可安装在工作台上,较大的工件可直接放在机床底座或地面上。
摇臂钻床广泛应用于单件和中小批生产中,加工体积和重量较大的工件的孔。摇臂钻床加工范围广,可用来钻削大型工件的各种螺钉孔、螺纹底孔和油孔等。摇臂钻床用于加工笨重工件或多孔工件上的中小型孔,主要由底座、立柱、摇臂、主轴箱、主轴工件台等组成。摇臂钻床工作时,摇臂可绕立柱旋转,主轴箱可在摇臂上做径向移动。这样可使钻头对准每一个被加工孔的轴线,以便进行孔加工。使用较灵活。一般工件钻孔时,常将工件装夹在工作台上。大型工件加工时,可将工件装夹在钻床底座上。根据工件高度的不同,在松开锁紧装置后,摇臂可沿立柱做上、下移动,使主轴箱及钻头处于恰当的高度位置。
摇臂钻床一般配置在机械产品单件、小批量生产车间、产品装配车间及机械修理车间等生产场合。
摇臂钻床的主要变型有滑座式和万向式两种。滑座式摇臂钻床是将基型摇臂钻床的底座改成滑座而成,滑座可沿床身导轨移动,以扩大加工范围,适用于锅炉、桥梁、机车车辆和造船,机械加工,等行业。万向摇臂钻床的摇臂除可作垂直和回转运动外,并可作水平移动,主轴箱可在摇臂上作倾斜调整,以适应工件各部位的加工。此外,还有车式、壁式和数字控制摇臂钻床等。
摇臂钻床主要由底座、内立柱、外立柱、摇臂、主轴箱及工作台等部分组成。
内立柱固定在底座的一端,在它的外面套有外立柱,外立柱可绕内立柱回转360度。摇臂的一端为套筒,它套装在外立柱做上下移动。由于丝杆与外立柱连成一体,而升降螺母固定在摇臂上,因此摇臂不能绕外立柱转动,只能与外立柱一起绕内立柱回转。
主轴箱是一个复合部件,由主传动电动机、主轴和主轴传动机构、进给和变速机构、机床的操作机构等部分组成。主轴箱安装在摇臂的水平导轨上,可以通过手轮操作,使其在水平导轨上沿摇臂移动。
当进行加工时,由特殊的加紧装置将主轴箱紧固在摇臂导轨上,而外立柱紧固在内立柱上,摇臂紧固在外立柱上,然后进行钻削加工。钻削加工时,钻头一边进行旋转切削,一边进行纵向进给,其运动形式为:
(1)摇臂钻床的主运动为主轴的旋转运动
(2)进给运动为主轴的纵向进给
(3)辅助运动有:摇臂沿外立柱垂直移动,主轴箱沿摇臂长度方向的移动,摇臂与外立柱一起绕内立柱的回转运动。
摇臂钻床的日常保养工作需要注意以下六点
1,摇臂钻床的外表维护清洗摇臂钻床外表及死角,拆洗各罩盖,要求内外清洁、无锈蚀、无黄袍,漆见本色铁见光。清洗导轨面及清除工作台面毛刺。检查补齐螺钉、手球、手板,检查各手柄灵活可靠性。
2,摇臂钻床主轴进刀箱保养检查油质,保持良好,油量符合要求。 清除主轴锥孔毛刺。 清洗液压变速系统、滤油网,调整油压。清除主轴上面的杂质,主轴上注油,保证主轴润滑。
3,摇臂钻床摇臂及升降夹紧机构检查检查调整摇臂钻床的升降机构和夹紧机构达到灵敏可靠。
4,摇臂钻床润滑系统检查清洗油毡,要求油杯齐全、油路畅通,油窗明亮。
5,摇臂钻床冷却系统检查○清洗冷却泵、过滤器及冷却液槽。○检查冷却液管路,要求无漏水现象。
6,摇臂钻床电器系统检查○清扫电机及电器箱内外尘土。关闭电源,打开电器门盖,检查电器接头和电器元件是否有松动、老化。检查限位开关是否工作正常(需要通电检查,注意安全)开门断电是否起到作用。检查液压系统是否正常,有无漏油现象。各电器控制开关是否正常。
摇臂钻床型号:Z3032摇臂钻床,Z3040摇臂钻床,Z3050摇臂钻床,Z3080摇臂钻床,Z30100摇臂钻床,Z30125摇臂钻床。