轧制:将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的
压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产型材、板材、管材。分热轧和冷轧两种。
-
选择特殊符号
选择搜索类型
请输入搜索
轧件由摩擦力拉进旋转轧辊之间,受到压缩进行塑性变形的过程,通过轧制使金属具有一定尺寸、形状和性能。
1、钢铁规划、设计、建设单位、轧钢设备、金属制品、压延供应商 8%
2、行业协会、学会 3%
3、各大科研院所、大专院校、拟在建项目单位 8%
4、棒材、线材、型材、板材、带钢厂、钢管、钢筋等 51%
5、各大中型金属制品厂、金属压延厂等30%
轧制:将金属坯料通过一对旋转轧辊的间隙(各种形状),因受轧辊的
压缩使材料截面减小,长度增加的压力加工方法,这是生产钢材最常用的生产方式,主要用来生产型材、板材、管材。分热轧和冷轧两种。
轧制板材的晶体,既受拉力又受压力,因此除以某些晶体学方向平行轧向外,还以某些晶面平行于轧面,此类织构称为板织构,常以{HKL}<UVW>表示。 参考资料: http://www.msa...
核心提示: 厚板轧制的特点是尺寸规格繁多、轧制中要求有展宽轧制。由于工作辊是处在受热膨胀及与轧件摩擦而不断受到磨损的综合影响下工作,所以辊形随时都在变化。因此,在不同阶段要安排...
在板材轧制过程中,板材运动方向为RD(rolling direction),与轧具接触的面的法向为ND(normal direction),与剩下两个方向都垂直的方向为TD(transeverse d...
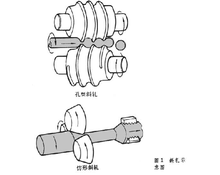
轧制方式按轧件运动分有:纵轧、横轧、斜轧。
纵轧过程就是金属在两个旋转方向相反的轧辊之间通过,并在其间产生塑性变形的过程。
横轧:轧件变形后运动方向与轧辊轴线方向一致。
斜轧:轧件作螺旋运动,轧件与轧辊轴线非特角。
根据金属状态分有: 热轧 冷轧。
可以破坏钢锭的铸造组织,细化钢材的晶粒,并消除显微组织的缺陷,从而使钢材组织密实,力学性能得到改善。这种改善主要体现在沿轧制方向上,从而使钢材在一定程度上不再是各向同性体;浇注时形成的气泡、裂纹和疏松,也可在高温和压力作用下被焊合。
1.经过热轧之后,钢材内部的非金属夹杂物(主要是硫化物和氧化物,还有硅酸盐)被压成薄片,出现分层(夹层)现象。分层使钢材沿厚度方向受拉的性能大大恶化,并且有可能在焊缝收缩时出现层间撕裂。 焊缝收缩诱发的局部应变时常达到屈服点应变的数倍,比荷载引起的应变大得多; 2.不均匀冷却造成的残余应力。残余应力是在没有外力作用下内部自相平衡的应力,各种截面的热轧型钢都有这类残余应力,一般型钢截面尺寸越大,残余应力也越大。残余应力虽然是自相平衡的,但对钢构件在外力作用下的性能还是有一定影响。如对变形、稳定性、抗疲劳等方面都可能产生不利的作用。3.热轧的钢材产品,对于厚度和边宽这方面不好控制。我们熟知热胀冷缩,由于开始的时候热轧出来即使是长度、厚度都达标,最后冷却后还是会出现一定的负差,这种负差边宽越宽,厚度越厚表现的越明显。所以对于大号的钢材,对于钢材的边宽、厚度、长度,角度,以及边线都没法要求太精确。

用热轧钢卷为原料,经酸洗去除氧化皮后进行冷连轧,其成品为轧硬卷,由于连续冷变形引起的冷作硬化使轧硬卷的强度、硬度上升、韧塑指标下降,因此冲压性能将恶化,只能用于简单变形的零件。轧硬卷可作 为热镀锌厂的原料,因为热镀锌机组均设置有退 火线。轧硬卷重一般在20-40吨,钢卷在常温下,对热轧酸洗卷进行连续轧制。内径为610mm。
产品特点
因为没有经过退火处理,其硬度很高(HRB大于90),机械加工性能极差,只能进行简单的有方向性的小于90度的折弯加工(垂直于卷取方向)。
通俗来说,冷轧,是在热轧板卷的基础上加工轧制出来的,一般来讲是热轧---酸洗--磷化--皂化--冷轧这样的加工过程。
冷轧是在常温状态下由热轧板加工而成,虽然在加工过程因为轧制也会使钢板升温,尽管如此还是叫冷轧。由于热轧经过连续冷变形而成的冷轧,机械性能比较差,硬度太高。必须经过退火才能恢复其机械性能,没有退火的叫轧硬卷。轧硬卷一般是用来做无需折弯,拉伸的产品,1.0以下厚度轧硬的运气好的两边或者四边折弯。


 轧制过程中H型钢轧制压力的变化情况分析
轧制过程中H型钢轧制压力的变化情况分析
轧制过程中H型钢轧制压力的变化情况分析
轧制过程中H型钢轧制压力的变化情况分析
 轧制过程中H型钢轧制压力的变化情况分析 (2)
轧制过程中H型钢轧制压力的变化情况分析 (2)
轧制过程中H型钢轧制压力的变化情况分析 (2)
轧制过程中H型钢轧制压力的变化情况分析 (2)
轧制压力对异步轧制过程中轧制压力的研究具有十分重要的工程意义。异步轧制是指上下轧辊线速度不等的一种轧制方法。由于其轧制方式的特点,轧制变形区内存在搓轧区,具有轧制压力低,轧薄能力强、细化晶粒等优点,特别适合于极薄带材的轧制,近年来得到了广泛的关注。一些学者对异步轧制过程中的轧制压力进行了深入的研究,通过解析法推导出一些轧制压力计算公式,但这些公式都比较复杂且推导过程假设条件较多,存在一定的适用范围,计算精度也有待进一步提高。同时,大部分的研究工作集中在速比小于1.5的情况,此时轧制压力将随着速比的增加而减小已得到认可,但对高速比条件下轧制压力的变化规律认识还不够深入 。
活套轧制是以细化晶粒为主,用以提高钢的强度和韧性的方法。活套轧制后奥氏体再结晶的过程,对获得细小晶粒组织起决定性作用。根据奥氏体发生塑性变形的条件(再结晶过程、非再结晶过程或γ-α转变的两相区变形),活套轧制可分为三种类型。
(一)再结晶型的活套轧制
它是将钢加热到奥氏体化温度,然后进行塑性变形,在每道次的变形过程中或者在两道次之间发生动态或静态再结晶,并完成其再结晶过程。经过反复轧制和再结晶,使奥氏体晶粒细化,这为相变后生成细小的铁素体晶粒提供了先决条件。为了防止再结晶后奥氏体晶粒长大,要严格控制接近于终轧几道的压下量、轧制温度和轧制的间隙时间。终轧道次要在接近相变点的温度下进行。为防止相变前的奥氏体晶粒和相变后的铁素体晶粒长大,特别需要控制轧后冷却速度。这种控制轧制适用于低碳优质钢和普通碳素钢及低合金高强度钢。
(二)未再结晶型活套轧制
它是钢加热到奥氏体化温度后,在奥氏体再结晶温度以下发生塑性变形,奥氏体变形后不发生再结晶(即不发生动态或静态再结晶)。因此,变形的奥氏体晶粒被拉长,晶粒内有大量变形带,相变过程中形核点多,相变后铁素体晶粒细化,对提高钢材的强度和韧性有重要作用。这种控制工艺适用于含有微量合金元素的低碳钢,如含铌、钛、钒的低碳钢。
(三)两相区活套轧制
它是加热到奥氏体化温度后,经过一定变形,然后冷却到奥氏体加铁素体两相区再继续进行塑性变形,并在Ar1温度以上结束轧制。实验表明:在两相区轧制过程中,可以发生铁素体的动态再结晶;当变形量中等时,铁素体只有中等回复而引起再结晶;当变形量较小时(15%-30%),回复程度减小。在两相区的高温区,铁素体易发生再结晶;在两相区的低温区只发生回复。经轧制的奥氏体相转变成细小的铁素体和珠光体。由于碳在两相区的奥氏体中富集,碳以细小的碳化物析出。因此,在两相区中只要温度、压下量选择适当,就可以得到细小的铁素体和珠光体混合物,从而提高钢材的强度和韧性。2100433B
半连续轧制是指在型材轧制中,粗轧和精轧两个工序一个采用连续轧制,另一个采用其他非连续轧制的一种组合轧制法。型材半连续轧制法有两种形式:一种是粗轧为连续轧制,精轧为横列式轧机的穿梭轧制或活套轧制;另一种是粗轧为横列式轧机采用穿梭轧制,精轧为连续轧制。目前,一些小型车间采用的复二重轧机(见复二重精轧机组)的轧制方法亦属于一种特殊的半连续轧制方法,它是在前后两机架间实行连轧,在相邻两组轧机之间用围盘进行活套轧制。精轧过程为连续轧制时,轧制速度不受限制,产量高,但轧机调整复杂,改变产品品种困难,生产不灵活,适于简单断面型材的少品种批量生产;精轧过程为横列式轧机穿梭轧制或活套轧制时,改变轧制品种方便,但轧制速度低,产量也低,适于异形断面型材的轧制和多品种小批量生产;复二重式的半连续轧制亦称双排半连续轧制,其优点是:设备布置紧凑;调整方便;可采用多线轧制,产量较高。缺点是:多线轧制时棍跳不一,产品精度难于控制;轧件经正围盘转向180°,使轧制速度的提高受到限制 。