RS290C圆柱度仪(圆柱度测量仪)
技术概述
RS290C圆柱度仪是RS295C圆柱度仪的简化型,与RS295C圆柱度仪比,R向导轨精度略低,R向无光栅计数,在功能上少了直径测量、大锥度测量、端面直线度测量;在操作方式上,Z轴数控,R向手动。价格接近日系低端圆度仪产品,而性能远远超越日系低端圆度仪产品,是日系低端圆度仪的理想代替产品。
二、RS290C型圆柱度仪(圆柱度测量仪)技术特点:
●最先进的补偿算法,对Z轴精度进行补偿
●可评定锥形柱体的轮廓度(小锥体)
●气浮运动轴系,精度保持长久
●Z轴光栅计数
●关键件采用特殊去应力合金材料及特殊的去应力处理工艺,精度保持长久
●业内领先的高精度采集控制系统,控制系统所有电路按军品标准设计、生产及验收,能在-70。C ~+70。C的温度区间内稳定工作
●模块化设计使用户维护成本降至最低
三、RS290C型圆柱度仪(圆柱度测量仪)测量能力:
1.评价项目:
与进口圆柱度仪(圆柱度测量仪)同样的多要素测量方式
各种环形零件的圆度、圆柱度、同轴度、同心度、平行度、垂直度、 跳动、圆柱体母线的直线度、 圆柱体端面的跳动、平整度
圆度评定方式(4种):最小区域法、最小二乘法、最小外接圆法、最大内切圆
圆度滤波档位:2-500、2-250、2-150、2-50、2-15、3-16、3-17、15-500、15-250、15-250
可按要求定制最大1500rpa的滤波器
2.分析能力:
、缺口/毛刺自动剔除、波形分析、谐波分析
3.测量范围:
最大回转直径:Ф320mm (可扩展至更大,需定制周期)
有效测量高度:200mm (可扩展至更大,需定制周期)
承载:23Kg (可选配43Kg,68Kg,更大需定制周期)
四、RS290C型圆柱度仪(圆柱度测量仪)技术指标:
主轴回转精度:(±0.025+5H/10000)μm
立柱精度(补偿后):0.12μm/100mm,全长0.25μm
立柱对轴心回转中心线的平行度(补偿后):0.2μm/200mm,全长0.5μm
有效测量高度:200mm
立柱光栅精度:0.5μm
R向传感器量程:600μm,有效精度0.03μm
R向传感器最高精度:0.005μm
转速:5转/分钟(1.5-8转可调)
圆周采样点:4096点/圈
五、RS290C型圆柱度仪(圆柱度测量仪)驱动方式 :
Z轴数控,R向手动
RS290H型圆柱度仪(圆柱度测量仪)技术描述-高精度型
RS295C圆度仪(圆柱度测量仪)
一、RS295C圆柱度仪(圆柱度测量仪)技术概述:
陕西威尔推出的RS295C圆柱度仪是代替进品圆柱度仪的理想产品,RS295C圆柱度仪在功能上及测量精度上均接近进口圆柱度仪,而价格仅有进品圆柱度仪的1/4。
在功能上,RS295C圆柱度仪采用的是多要素处理,测量结果准确。而且能进行锥形柱体的轮廓度评定。在操作方式上,RS295C圆柱度仪实现了全数控,大大减少人为操作的误差。
二、RS295C型圆柱度仪(圆柱度测量仪)技术特点:
●最先进的补偿算法,对各轴精度均进行补偿
●可评定锥形柱体的轮廓度
●气浮运动轴系,精度保持长久
●国内独有的双直线光栅保证高精度圆柱度测量
●关键件采用特殊去应力合金材料及特殊的去应力处理工艺,精度保持长久
●业内领先的高精度采集控制系统,控制系统所有电路按军品标准设计、生产及验收,能在-70℃~+70℃的温度区间内稳定工作
●模块化设计使用户维护成本降至最低
●加装粗糙度模块可进行粗糙度测量
三、RS295C型圆柱度仪(圆柱度测量仪)测量能力:
1.评价项目:
与进口圆柱度仪(圆柱度测量仪)同样的多要素测量方式
各种环形零件的圆度、圆柱度、锥度、直径、同轴度、同心度、平行度、垂直度、 跳动、圆柱体母线的直线度、 圆柱体端面的跳动、平整度、直线度
圆度评定方式(4种):最小区域法、最小二乘法、最小外接圆法、最大内切圆
圆度滤波档位:2-500、2-250、2-150、2-50、2-15、3-16、3-17、15-500、15-250、15-250
滤波形式:高斯(ISO标准)、2RC
可按要求定制最大1500rpa的滤波器
2.分析能力:
波纹度分析、频谱分析、轮廓度分析、缺口/毛刺自动剔除、波形分析、谐波分析
3.测量范围:
最大回转直径:Ф280mm (可扩展至更大,需定制周期)
有效测量高度:200mm(可扩展至更大,需定制周期)
承载:23Kg(可选配43Kg,68Kg,更大需定制周期)
四、RS295C型圆柱度仪(圆柱度测量仪)技术指标 :
主轴回转精度:(±0.025+5H/10000)μm
立柱精度(补偿后):0.12μm/100mm,全长0.25μm
立柱对轴心回转中心线的平行度(补偿后):0.2μm/200mm,全长0.5μm
有效测量高度:200mm
立柱光栅精度:1μm
R向传感器量程:600μm,有效精度0.03μm
R向传感器最高精度:0.001μm
转速:5转/分钟(1.5-8转可调)
圆周采样点:4096点/圈
五、RS295C型圆柱度仪(圆柱度测量仪)驱动方式 :
Z轴数控
RS295H型圆柱度仪(圆柱度测量仪)技术描述-高精度型
RS360C系列圆度仪(圆柱度测量仪)
一RS360C系列圆柱度仪(圆柱度测量仪)
RS360系列圆柱度仪(圆柱度测量仪)是RS360系列圆柱度仪(圆柱度测量仪)的简化型,与RS365系列圆柱度仪(圆柱度测量仪)比,R向导轨精度略低,R向无光栅计数,在功能上,与RS365系列圆柱度仪(圆柱度测量仪)比,少了直径测量、大锥度测量、端面直线度测量;在操作方式上,Z轴数控,R向手动。价格接近日系低端圆度仪产品,而性能远远超越日系低端圆度仪产品,是日系低端圆度仪的理想代替产品。
RS360C型圆柱度仪(圆柱度测量仪)技术描述
二RS360C型圆柱度仪(圆柱度测量仪)技术特点
●最先进的补偿算法,对Z轴精度进行补偿
●可评定锥形柱体的轮廓度(小锥体)
●气浮运动轴系,精度保持长久
●Z轴光栅计数
●关键件采用特殊去应力合金材料及特殊的去应力处理工艺,精度保持长久
●业内领先的高精度采集控制系统,控制系统所有电路按军品标准设计、生产及验收,能在-70。C ~+70。C的温度区间内稳定工作
●模块化设计使用户维护成本降至最低
●嵌入式PC保证用户连续工作,性能超越工控机
三RS360C型圆柱度仪(圆柱度测量仪)测量能力
评价项目
与进口圆柱度仪(圆柱度测量仪)同样的多要素测量方式
各种环形零件的圆度、圆柱度、同轴度、同心度、平行度、垂直度、 跳动、圆柱体母线的直线度、 圆柱体端面的跳动、平整度
圆度评定方式(4种):最小区域法、最小二乘法、最小外接圆法、最大内切圆
圆度滤波档位:2-500、2-250、2-150、2-50、2-15、3-16、3-17、15-500、15-250、15-250
滤波形式:高斯(ISO标准)、2RC
可按要求定制最大1500rpa的滤波器
分析能力
波纹度分析、频谱分析、轮廓度分析、缺口/毛刺自动剔除、波形分析、谐波分析
测量范围
最大回转直径:Ф320mm (可扩展至600mm,需定制周期)
有效测量高度:200mm(可扩展至500,需定制周期)
承载:23Kg(可选配43Kg,68Kg,更大需定制周期)
RS360C型圆柱度仪(圆柱度测量仪)技术指标
主轴回转精度:(±0.025+5H/10000)μm
立柱精度(补偿后):0.07μm /100mm,全长0.1μm
立柱对轴心回转中心线的平行度(补偿后):0.2μm 全长
立柱有效精度行程:200mm
立柱光栅精度:1μm
R向传感器量程:±600μm,有效精度0.03μm
R向传感器最高精度:0.001μm
转速:5转/分钟(1.5~8转可调)
圆周采样点:4096点/圈
四、RS360C型圆柱度仪(圆柱度测量仪)驱动方式
Z轴数控,R向手动
RS360H型圆柱度仪(圆柱度测量仪)技术描述-高精度型
RS390C圆度仪(圆柱度测量仪)
一、RS390C圆柱度仪(圆柱度测量仪)技术概述: RS390C圆柱度仪是RS395C圆柱度仪的简化型,与RS395C圆柱度仪比,R向导轨精度略低,R向无光栅计数,在功能上少了直径测量、大锥度测量、端面直线度测量;在操作方式上,Z轴数控,R向手动。价格接近日系低端圆度仪产品,而性能远远超越日系低端圆度仪产品,是日系低端圆度仪的理想代替产品。
二、RS390C型圆柱度仪(圆柱度测量仪)技术特点:
●最先进的补偿算法,对Z轴精度进行补偿
●可评定锥形柱体的轮廓度(小锥体)
●气浮运动轴系,精度保持长久
●Z轴光栅计数
●关键件采用特殊去应力合金材料及特殊的去应力处理工艺,精度保持长久
●业内领先的高精度采集控制系统,控制系统所有电路按军品标准设计、生产及验收,能在-70℃~+70℃的温度区间内稳定工作
●模块化设计使用户维护成本降至最低
三、RS390C型圆柱度仪(圆柱度测量仪)测量能力:
评价项目:
与进口圆柱度仪(圆柱度测量仪)同样的多要素测量方式
各种环形零件的圆度、圆柱度、同轴度、同心度、平行度、垂直度、 跳动、圆柱体母线的直线度、 圆柱体端面的跳动、平整度;
圆度评定方式(4种):最小区域法、最小二乘法、最小外接圆法、最大内切圆;
圆度滤波档位:2-500、2-250、2-150、2-50、2-15、3-16、3-17、15-500、15-250、15-250;
滤波形式:高斯(ISO标准)、2RC;
可按要求定制最大1500rpa的滤波器;
分析能力:
波纹度分析、频谱分析、轮廓度分析、缺口/毛刺自动剔除、波形分析、谐波分析;
测量范围:
最大回转直径:Ф280mm (可扩展至更大,需定制周期);
有效测量高度:620mm(可扩展至更大,需定制周期);
承载:23Kg(可选配43Kg、68Kg,更大需定制周期);
四、RS390C型圆柱度仪(圆柱度测量仪)技术指标 :
主轴回转精度:(±0.025+5H/10000)μm
立柱精度(补偿后):0.12μm/100mm,全长0.25μm
立柱对轴心回转中心线的平行度(补偿后):0.2μm/200mm,全长0.5μm
有效测量高度:620mm
立柱光栅精度:1μm
R向传感器量程:600μm,有效精度0.03μm
R向传感器最高精度:0.001μm
转速:5转/分钟(1.5-8转可调)
圆周采样点:4096点/圈
五、RS390C型圆柱度仪(圆柱度测量仪)驱动方式 :
Z轴数控,R向手动
RS390H型圆柱度仪(圆柱度测量仪)技术描述-高精度型

 基于三坐标测量机的圆柱度检测过程分析
基于三坐标测量机的圆柱度检测过程分析
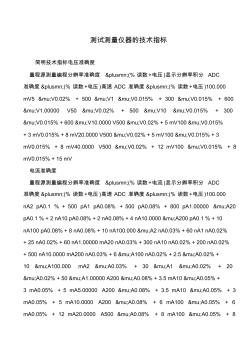 测试测量仪器的技术指标
测试测量仪器的技术指标
