选择特殊符号
选择搜索类型
请输入搜索

技术参数:
| 加工型材圆弧直径 |
50-1800mm |
| 加热油槽容积 |
0.2m³ |
| 工作台尺寸 |
2950×1350×900mm |
1 本机有工作台、加热油槽、料盘、板杠、塑料定型带填充条等机件组成
2 定型带、填充条可根据型材的规格定做。
3 加热油槽的体积小巧、加热快、节省场地、移动灵活。
1、开箱后将工作台下面滑道上的定位螺栓拿掉,转动齿轮轴,使工作台面能在滑道内滑动自如即可,若不使齿轮转动时,可将齿轮轴支架开口处的螺钉紧固即可。
2、工作台低的一边与加温油槽按说明书中简图的形式垂直摆放。其距离约为100mm,料盘与油槽并列在一起即可,其距离大小可按操作者的习惯或要求而定。必须按电器接线图要求接地线,其规格截面积大于2mm²的黄绿双色软铜绝缘线,接地电阻不大于4Ω。
3、以工作台上的中心轴为圆心,把台面上的15个内弧支架和15个外弧支架调到所需的半径弧度上,待装卡上定型带后,经调整后再紧固。
4、把内弧定型带装卡在外弧支架上,使其内弧定型与外弧定型带之间的间距不可太大,达到使型材顺利通过的程度即可。若定型带过长时,多余的部分留在无油槽的一侧。调整好弧度与间距后可把支架下部的内六角螺栓紧固。
5、通过齿轮齿条的动作使定型带的入口处对准油槽的的顶端出口处,把连接板放置在油槽与工作台上,使型材从油槽内进入工作台时,不使加热介质流到地面上。
6、把定轨架用螺栓紧固在工作台上,与油槽平行着摆放好,也可按操作者的需要调整。
7、打开油槽上盖,去除槽内污物,关闭油槽下面的出油排污口,即可加入适量的加热介质(甘油)使其能满过托料盘上所需加热的型材即可。托料盘可由油槽外侧的把手将其托出油面或者落入油内。
8、油槽内注入介质后,汽油桶可放置在工作台一侧的油盘漏油口处,回收弯曲型材时流出的加温介质。
9、把铝质的扳杠上的长孔,放置在工作台面上的中心轴上的六角空心螺母套,安放在内定型带之间,间距相应的螺孔内。
10、将塑料填充条分别填充在型材空膜内,使型材一端予先打好的直径为6mm的孔处,与填充条端部的孔对好冲齐。
11、将填充好的型材放入油槽的托料盘上,使其落入加热介质中,待加温变软后,通过油槽外侧把手将其提出油面,把板杠移放在型材和填充条一端的6mm的孔处,插入一拉销,即可开始板转板杠沿着定型带运动,等型材全部拖入定型带内即可抬起板杠,将其放置在油槽一侧的定规架上。
12、等型材在定型带内冷固后,松开外弧支架上的定型带,将型材全部拿出,抽出填充条,即弯曲工作完毕。
13、将外弧定型带装卡在外弧支架上,即可开始下一件型材的弯曲工作。
你这图片应该是我对朋友们解释时的截图,它是针对墙面GRC装饰构件的计算定义布置,并不需要对此进行转换。也可以不客气的说楼上的解释完全没有看清图片内容的瞎说,或者说是为了抢分吧。
可以的,圆弧部分的模板会计算出来的。汇总计算下,查看计算式和三维扣减图进行检验下。
从窗顶水平部分开始向上为弧形窗面积
1 加温油槽下面有一排油阀,可根据使用情况掌握换油和排油的时间或次数。
2 勿使污物、杂物落入油槽内,随时把槽盖盖好。
3 板动手柄使托料盘下落时,速度应慢一点以防止速度过快,使加热介质飞出槽外。
4 工作完毕后,及时切断电源,随时擦净工作台面和油槽及其附件,以保证机台清洁无污,定型带存放架及工作台最好用塑料布罩好,以防止灰尘,保持加热介质洁净程度。
5 工作场所地面要保持清洁、无污、防滑、防动。

 窗帘技术参数
窗帘技术参数
窗帘技术参数
窗帘技术参数 1.布料性能要求:不起皱、不褪色、不变色、抗老化、垂感好 ,透气,遮光,纺织均匀,无异味。 2.加工要求:布料加工不易飘线、毛边 ,加工要求保证帷幔布料的平整性,加工时要求熨烫、方 便清洁、维护或更换,颜色及图案由甲方选择。 3.窗帘轨道要求: 3.1 加强型抗扭曲轨道设计,承重不变形,铝合金电泳漆,厚度≥ 1.2mm,要求整条。 3.2“国家优质”铝型材,十年不老化,固定点间距不大于 600mm,膨胀丝长度不小于 60mm。 3.3 轨道采用静音设计,拒绝对接 (要求整条 ),滑轮采用单钩四轮设计轨道。 4.折边:下摆 6±0.5cm,侧边 4cm,每钩 7 个,用布门幅为高度 2.8m。 5.制作、安装尺寸要求: 5.1 窗帘上挂满墙、窗帘底边垂下窗台不小于 500mm,并保证悬垂自然,左右各出满墙, 。 5.2 窗帘加工比例为 1:1.8。 5.3 窗帘韩带,宽 10厘
 BX型交流弧焊机技术参数
BX型交流弧焊机技术参数
BX型交流弧焊机技术参数
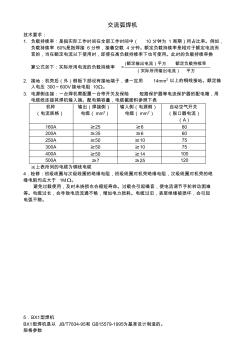
交流弧焊机 技术要求: 1. 负载持续率:是指实际工作时间在全部工作时间中( 10分钟为 1周期)所占比率。例如, 负载持续率 60%是指焊接 6分钟,接着空载 4分钟。额定负载持续率是相对于额定电流而 言的,当在额定电流以下使用时,即使在高负载持续率下也可使用。此时的负载持续率换 算公式如下:实际所用电流的负载持续率 = 平方(实际所用输出电流) 额定负载持续率额定输出电流)平方( 2. 接地:机壳后(外)侧板下部设有接地端子,请一定用 14mm2 以上的铜线接地。额定输 入电压 300~600V接地电阻 10Ω。 3. 电源侧连接:一台焊机需配置一台带开关及保险 短路保护器等电流保护器的配电箱,用 电缆线连接其焊机输入端。配电箱容量,电缆截面积参照下表 机种 (电流规格) 输出(焊接侧) 电缆(mm2) 输入侧(电源侧) 电缆(mm2) 自动空气开关 (脱口器电流) (A) 160A