氩弧焊接系统文献

 氩弧焊接接头疲劳寿命预测
氩弧焊接接头疲劳寿命预测
氩弧焊接接头疲劳寿命预测
氩弧焊接接头疲劳寿命预测——对TA15钛合金板材进行氩弧焊对接焊后,加工成光滑疲劳试件进行R=0.5,0.06的高周疲劳|S一Ⅳ曲线测试。试验后对试样断口进行扫描电镜(SEM)分析发现,疲劳源大多位于焊接区域的气孔或夹杂等焊接缺陷处。以焊接处微观结构缺陷尺寸作...
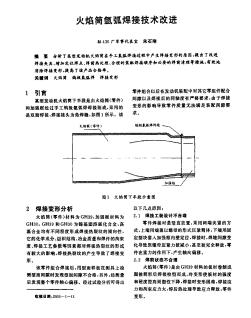 火焰筒氩弧焊接技术改进
火焰筒氩弧焊接技术改进
火焰筒氩弧焊接技术改进
火焰筒氩弧焊接技术改进——分析了采型发动机火焰筒在手工氩弧焊接过程中产生焊接变形的原因,提出了改进焊接夹具、增加定位焊点、焊前热处理、合理的装配焊接顺序和必要的焊前清理等措施,有效地消除焊接变形,提高了该产品合格率。