预埋件钢筋埋弧压力焊简介文献

 预埋件钢筋埋弧螺柱焊及其应用
预埋件钢筋埋弧螺柱焊及其应用
预埋件钢筋埋弧螺柱焊及其应用
介绍了预埋件钢筋埋弧螺柱焊,它是将螺柱焊与埋弧焊很好结合,经试验研究而发明的一种新技术。其基本原理是,采用螺柱焊焊枪将钢筋夹紧,顶压在钢板上,利用螺柱焊机输出强电流,熔化钢筋和钢板在焊剂层下形成熔池,加压完成一种压焊接头。还介绍了该项技术在北京国家体育场和上海世博园工程中的成功应用。
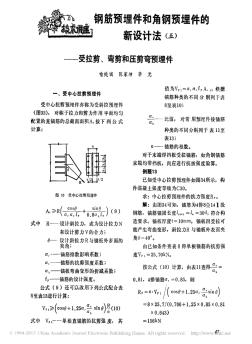 钢筋预埋件和角钢预埋件(五)
钢筋预埋件和角钢预埋件(五)
钢筋预埋件和角钢预埋件(五)
钢筋预埋件和角钢预埋件(五)