对风能行业来说,要具有竞争力,就必须要最大限度地降低风力涡轮机部件维护费用,最大程度提高涡轮机部件的可靠性能。虽然涂层工艺的科学技术已取得长足进展,但是要开发一种保证安全,降低成本,可靠性好,用户满意度高的工艺一直是一种挑战。摩擦磨损是载荷下和物体表面相对重复运动时发生的一种损伤。当轴承环和支承套之间有相对运动时,轴承中会产生摩擦腐蚀。人们一直在研究用420不锈钢涂层来修复AISI 4140合金钢制造的风力涡轮机旋转传动链部件支承轴颈的可能性。为了检验修复结果,我们对涂层的完整性,耐摩擦和抗磨伤卡死等性能进行了描述。
修复采用的是双丝电弧热喷涂涂层(图1),这种涂层完整性好,因此,适用于该用途。涂层的粘接强度与航天用途所用类似金属涂层所要求的强度差不多。在摩擦磨损条件下,420不锈钢涂层的使用性能比基体金属好。
1
性能参数
一般来说,利用这种特殊材料生成的涂层强度高,伸长率好,收缩率低,并不易产生裂纹。这种涂层的传统用途包括轴颈表面、缸内衬、活塞、阀杆、泵柱塞、液压油缸、曲柄轴承。涂层的物理性能根据加工参数不同而变化。涂层的典型性能如下:

为了提高涂层和基体材料之间的机械粘接,在进行热喷涂涂层前要对表面进行处理。为了促进机械粘接,常用的表面处理方法是喷砂处理。使用细Al2O3砂粒将表面打磨粗糙。当熔化的喷涂颗粒喷到表面时,产生高强度的结合。
2
涂层评估
为了评估基体条件和涂层的完整性,将试样断面冷裱上环氧树脂,并以金相法将表面制成0.05mm的最终抛光面。图2所示为经喷砂处理和热喷涂后试样最具代表性的图片。除了进行金相分析外,还按照ASTM C 633-10(2008)标准进行了粘接强度试验,以此评估涂层的粘接强度。为了进行粘接强度试验,在直径1英寸的钢盘上进行了喷涂涂层。然后,将钢盘粘结到直径相同的拉力试棒上。另外还使用高强度环氧树脂粘接剂将钢盘的涂层表面粘结到配对的1英寸拉力试棒上。把整个系统放入拉伸试验框架,对涂层逐渐增加拉伸载荷。当涂层以粘结方式或粘合方式断裂时,就是涂层的抗拉伸强度。
表1所示为420不锈钢涂层的粘结强度试验结果,表2所示为未进行喷涂涂层试样的试验结果。按照ASTM C 633的规定,为了确保试验的有效性,每一组试样必须有一个未经涂层的试样进行试验。而且未进行涂层试样的抗拉强度必须最小为10000psi。
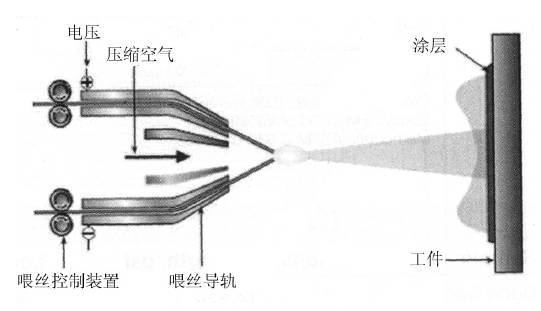
图1 典型的双丝电弧喷涂装置示意图

十字头速度:断裂前0.04 in./min。环氧树脂:FM 1000 Lot# 6062-0004。方法: ASTM C 633-01 (2008)。
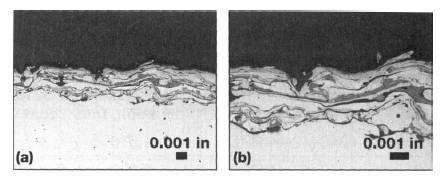
图2 经喷砂处理并涂层的试样典型显微照片
按照ASTM G98标准进行的表面磨损评估:表面磨损试验要按照预先选择的表观应力级将一个加载小球紧靠在试样上,并在表观接触应力下使其旋转。检查摩擦面有无条状突起出现(表面间粘附反应造成的摩擦表面的突起)。如果没有表面磨损,加大表观应力,重复进行试验。试验一直持续到发生表面磨损或达到试验设备的额定负荷能力(8000 lb)。
每一次试样用4种试验载荷重复同样的试验两次(每种材料进行八次测试)。根据测试小球的环形状面积(外径0.5英寸,内径0.250英寸),测试中使用的表观压力为10、20、30和40ksi。每次试验用的试样要在小球和模块上新修磨表面,并将试样在载荷作用下旋转90度。在每次施加载荷后,观察测试试样的表面状态,确定表面磨损何时开始。
由于4140不锈带钢货源有限,我们采用4340合金钢代替4140。4340合金钢经过真空热处理,最终硬度达到42-44HRC。在进行试验时,使用了两组试样,第一组试样是普通的4340和52100钢(62HRC)。第二组试样是普通的喷砂处理并涂有420不锈钢的4340钢和52100钢(62HRC)。试验结果表明,4340/52100组试样在载荷达到20ksi时产生表面磨损。因此,临界表面磨损应力低于表观应力。但是,在测试装置的额定能力(40ksi)作用下涂有420不锈钢涂层的试样没有产生表面磨损。所以,临界表面磨损应力高于40ksi。

3
摩擦磨损评估
用于摩擦磨损评估的试样同样取自4340带钢。销状试样是用结合到1045钢销的0.250英寸直径的52100钢球(Grade25,60HRC)制造的。在进行摩擦磨损评估时,将未做处理的和涂有420不锈钢涂层的4340钢进行比较。使用下列测试程序对每组试验试样进行两次相同的试验。
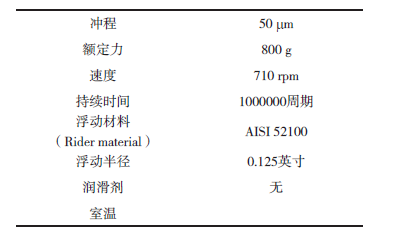



图3 4340结合面的轮廓扫描图
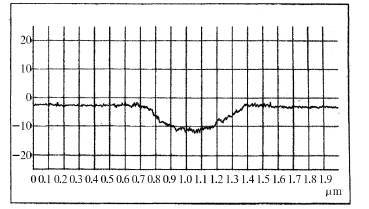
图4 对420不锈钢结合面轮廓扫描图
根据对浮动球磨损面的直径计算浮动磨损量,采用非接触式激光轮廓仪测量界面磨损量垂直对正结合面磨痕。磨痕直径是根据磨损痕迹测量的。磨损量是根据球体扇形面材料体积计算的。测试动变量是滑动对两个元件的磨损量的总和。表3所示为评估所用的测试数据。
在表4中比较了计算得出的测试试样的往复滑动磨损量。图3和图4分别表示结合面磨痕的轮廓扫描图。我们发现两组试样均易产生摩擦磨损。试样两个表面都有明显的材料损失,磨痕表面上覆着有摩擦面疲劳产生的氧化物。未进行涂层处理的试样上结合面磨痕直径较大。
4
结论
利用双丝电弧工艺生产的420不锈钢热喷涂涂层可改进材料的抗擦伤和耐摩擦磨损性能。就气孔和氧化物含量而论,优质的420不锈钢涂层作业会进一步提高耐摩擦磨损性能。在各个试样的界面均有明显的金刚石砂污染。这种污染相当普遍,它会导致涂层的粘合强度降低。就涂层的厚度,氧化物含量和气孔率而论,各试样之间差异相当大。但是,总体来说,涂层的完整性相当不错。
译自《Advanced Materials and Processes》
周保仓 编译

 明阳风电更新双叶片风力涡轮机设计
明阳风电更新双叶片风力涡轮机设计