可分为经纬仪测量系统、全站仪测量系统、GPS测量系统、激光雷达测量系统、激光跟踪测量系统、数字近景摄影测量系统等。
工业测量系统GPS测量系统
利用全球定位系统进行定位测量的技术和方法。全球定位系统是导航卫星测时和测距/全球定位系统 (Navigation Satellite Timing andRanging/Global Positioning System,NAVSTAR/GPS,通常简写为GPS)的简称,是美国国防部主持开发的第二代卫星导航定位系统。现这种测量技术和方法已经在大地测量、工程测量、地籍测量、航空摄影测量、城市规划、地壳形变监测与地震预报、地球动力学研究等领域显示出良好的应用潜力和
基本定位测量方法 GPS卫星定位测量的基本定位方法有静态定位和动态定位,单点定位和相对定位之分。按基本定位测量的原理论,则有伪距法定位、载波相位测量定位和射电干涉测量定位等几种。
如果待定点相对于周围的固定点没有可察觉到的运动,或者其运动极其缓慢以致在一次观测期间(一般为几个小时至几天)无法被觉察到,因而在进行观测资料处理时待定点的位置可以认为是固定不动的,则确定这些待定点位置的测量称为静态定位。监测地壳形变、测量地表沉陷、监测地球板块运动等属于这种定位。反之,如果在一次观测期间待定点相对于周围固定点有可察觉到的运动,或者显著的运动,则确定这些待定点位置的测量称为动态定位。静态定位能够通过大量的重复观测来提高定位精度,是精密定位的基本作业模式。
独立确定待定点在WGS-84坐标系中的绝对位置的方法称为单点定位或绝对定位。单点定位的优点是只需使用一台接收机即可独立定位,外业观测、数据处理也较简便,缺点是定位精度较低。这种定位模式在地质矿产勘测、河海浮标定位、导航及低精度测量中应用广泛。相对定位是使用若干台接收机同步跟踪、观测几颗相同的GPS卫星信号,以确定接收机站之间的相对位置的定位方法。由于各同步观测值中存在的许多误差相同或大体相同 (特别是当测站间的距离较短时),因而这些误差可得以消除或减弱,使定位精度很高。相对定位需要使用至少两台接收机进行同步观测,必须已知其中某点的坐标值。这种定位模式既可用于静态定位,也可用于动态定位。
测地型GPS接收机大都选用相对定位的作业模式。常用的作业方法有:静态相对定位、准动态相对定位、快速静态相对定位、动态相对定位等。静态相对定位法的特点是,基线边往往构成闭合图形,以便于成果检核和进行GPS网平差,因而精度高,适宜于建立各级大地控制网、工程网和变形监测网,进行岛屿-陆地联测及海上精密定位等。准动态相对定位又称停行(Stop/go)动态测量,测量方法是,在测区中选择一基准站,该站上的接收机连续跟踪、观测可见卫星,其他接收机分别在待测点上流动观测。这种作业方法适宜于在开阔地区进行加密测量、工程定位、线路测量及细部测量等。动态相对定位又称差分动态定位。该法是在一基准点上安置一台接收机,连续跟踪所有可见卫星,另一台接收机安置在运动的载体上,在出发点上按快速静态相对定位法观测卫星若干分钟,然后接收机随载体在运动过程中按预定的时间间隔自动观测. 实现载体的连续定位。定位精度可达1~2cm。
工业测量系统经纬仪测量系统
经纬仪测量系统是以高精度的电子经纬仪作为角度传感器构成的工业测量系统,是最常用的工业测量系统之一,是解决大尺寸工件形体测量的有效途径。它由两台高精度经纬仪、一把标定尺、一台工业电脑及后处理软件组成。两台经纬仪组成一个直角坐标系,首先对未知点进行采样,然后进行数据处理。
经纬仪上采集到的都是角度值。由其中一台经纬仪上获得一个水平角和一个垂直角,从另一台经纬仪上只须获得一个水平角。得到这些角度之后,需要通过数学关系将其换算成坐标值。然后根据测量者的需要,引入不同计算公式、数学模型及评定标准。完成对应的测量计算及误差评定。得到所需的结果。如,两点间的距离、直线度、平面度、平行度、垂直度、圆度、倾斜度等。
工业测量系统全站仪测量系统
全站仪极坐标测量系统正朝智能化方向发展,最新的APX-Win系统采用马达驱动的电子经纬仪或全站仪,能够自动搜索、照准目标。如Leica公司的TCAI 800机器人有以下特点:(1)配备了高精度测角和测距装置TCA2003机器人将高精度的测距仪、绝对编码度盘的电子经纬仪和高性能的计算机系统融为一体,可获取高精度的角度、距离和坐标信息。(2)安置了精密伺服马达。仪器根据指令,启动马达,转动仪器,自动照准目标。(3)用ATR(Automatic Target Recognition)自瞄准目标。用CCD器件装备的自动目标识别机构,可在整个视场范围内快速搜寻目标,精确照准,自动观测。(4)用LOCK自动跟踪目标。目标一旦被识别,就可启用LOCK自动跟踪模式,自动跟踪动态目标。(5)支持用户编程编码。徕卡提供强有力的编程编码工具,用户可在仿真环境下利用PC机进行程序和编码的开发。由多台TCA1800测量机器人构成的智能型极坐标系统已经应用于香港地铁的变形监测之中。
工业测量系统激光雷达测量系统
用激光器作为辐射源的雷达。激光雷达是激光技术与雷达技术相结合的产物 。由发射机 、天线 、接收机 、跟踪架及信息处理等部分组成。发射机是各种形式的激光器,如二氧化碳激光器、掺钕钇铝石榴石激光器、半导体激光器及波长可调谐的固体激光器等;天线是光学望远镜;接收机采用各种形式的光电探测器,如光电倍增管、半导体光电二极管、雪崩光电二极管、红外和可见光多元探测器件等。激光雷达采用脉冲或连续波2种工作方式,探测方法分直接探测与外差探测。
自从1839年由Daguerre和Niepce拍摄第一张像片以来,利用像片制作像片平面图(X、Y)技术一直沿用于今。到了1901年荷兰人Fourcade发明了摄影测量的立体观测技术,使得从二维像片可以获取地面三维数据(X、Y、Z)成为可能。一百年以来,立体摄影测量仍然是获取地面三维数据最精确和最可靠的技术,是国家基本比例尺地形图测绘的重要技术。
工业测量系统激光跟踪测量系统
激光跟踪测量系统是工业测量系统中一种高精度的大尺寸测量仪器,具有高精度、高效率、实时跟踪测量、安装快捷、操作简便等特点,适合于大尺寸工件配装测量。它集合了激光干涉测距技术、光电探测技术、精密机械技术、计算机及控制技术、现代数值计算理论等各种先进技术,对空间运动目标进行跟踪并实时测量目标的空间三维坐标。
激光跟踪仪的实质是一台能激光干涉测距和自动跟踪测角测距的全站仪,区别之处在于它没有望远镜,跟踪头的激光束、旋转镜和旋转轴构成了激光跟踪仪的三个轴,三轴相交的中心是测量坐标系的原点。一台激光干涉仪是跟踪仪的核心部分,自动跟踪球反射镜装在钢球中,采用球形反射镜可以捕获跟踪仪发射的激光束。从跟踪头发射出的激光,发向一个三面棱镜反射器,且始终保持激光束对准反射镜中心,操作人员可以手持反射球在物体表面进行移动,因此只要保持反射镜与跟踪仪的联系,跟踪头会始终跟着反射器的移动而转动,同时激光束会被反射镜反射回跟踪仪。
工业测量系统数字近景摄影测量系统
它包括很多分支学科,如航空摄影测量、航天摄影测量和近景摄影测量等。
摄影测量在工业测量和工程测量中的应用一般称为非地形摄影测量。其中,近景摄影测量(close range photogrammetry)是指测量范围小于100m、像机布设在物体附近的摄影测量。它经历了从模拟、解析到数字方法的变革,硬件也从胶片像机发展到数字像机。
数字近景摄影测量系统一般分为单台像机的脱机测量系统、多台像机的联机测量系统。此类系统与其它类系统一样具有精度高、非接触测量和便携等特点。此外,还具有其它系统所无法比拟的优点:测量现场工作量小、快速、高效和不易受温度变化、振动等外界因素的干扰。国外的生产厂家和产品很多,如美国GSI公司的V-STARS系统、挪威Metronor公司的Metronor系统和德国AICON 3D公司的DPA-Pro系统等。

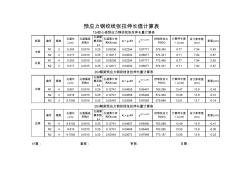 预应力钢绞线伸长值计算表
预应力钢绞线伸长值计算表