一种塑料件的加工方法文献

 塑料件质量要1
塑料件质量要1
塑料件质量要1
塑料件质量要求 : 为了让供应商更好地掌握本公司的质量要求 ,需满足以下条件 : 一,塑料件的材质一定要符合本公司的订单需求 . 二,塑料件要满足装配要求以及应有的功能 .. 三,塑料件表面容易产生的外观缺点要符合我司品质要求 . 3.1 不允许表面有色差 .(特别是需要发外喷漆的产品 ,统一要原色 ,不允许有杂质及其它颜色 ) 3.2 不允许有缺料 . 3.3 不允许有变形 .特别是影响组装及无法使用的变形 ,绝不允许 . 3.4 不允许有披锋 .影响装配及主要外观的不接受 .披锋需小于可接触面 1mm. 3.5 正面不允许有麻点 .外径大于¢ 0.8mm 的麻点在正面一个不接受 ,小于¢ 0.4mm 的麻点可 接受 3 点以内 ,同一个面不允许有 3 点以上 . 3.6 不允许产品正面有凹凸不平 ,顶针高 ,底材刮花的缺点 . 3.7 刮花不允许 (特别是车厂的产
 UPVC塑料件要点
UPVC塑料件要点
UPVC塑料件要点
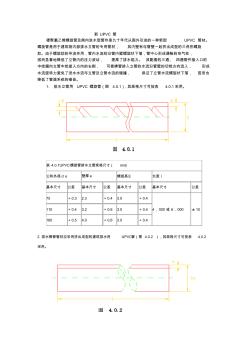
新 UPVC 管 硬聚氯乙烯螺旋管及侧向进水型管件是九十年代从国外引进的一种新型 UPVC 管材。 螺旋管是用于建筑物内部排水立管的专用管材, 其内壁有与管壁一起挤出成型的三角形螺旋 肋。由于螺旋肋的导流作用,管内水流则沿管内壁螺旋状下落,管中心形成通畅的空气柱, 因而显著地降低了立管内的压力波动, 提高了排水能力。 其配套的三通、 四通管件接入口的 中线偏向立管中线接入方向的右侧, 可使横管排入立管的水流沿管壁的切线方向流入, 形成 水流旋转力避免了进水水流与立管及立管水流的碰撞, 保证了立管水流螺旋状下落, 因而也 降低了管道系统的噪音。 1. 排水立管用 UPVC 螺旋管(图 4.0.1),其规格尺寸可按表 4.0.1采用。 表 4.0.1UPVC螺旋管排水立管规格尺寸( mm) 公称外径de 壁厚e 螺旋高E 长度l 基本尺寸 公差 基本尺寸 公差 基本尺寸 公差 基本尺寸 公差