自动影像测量仪日常保养维护文献

 自动栏杆机的日常保养与维护
自动栏杆机的日常保养与维护
自动栏杆机的日常保养与维护
自动栏杆机的日常保养及维护 一、自动栏杆机的工作原理 在收费站的收费车道里,有两个线圈,一个在车道入口处,一 个在自动栏杆机处,当车从车道线圈上面开过以后,线圈得到感应, 发送命令给抓拍摄像机,摄像机抓拍(抓拍的主要是车牌) ,同时还 发命令给收费站里面的收费系统, 通知收费员有车过来。 收费员收钱 然后确定放行, 只有收费员确定放行以后栏杆机才抬的起来。 当栏杆 机抬起来以后,车从栏杆机旁边的线圈上开过以后,线圈得到感应, 发命令给栏杆,栏杆才会放下来。 二、自动栏杆机的作用 在高速公路收费工作中, 自动栏杆机发挥着重要作用。 自动栏杆 机是车道控制设备, 接受车道控制机和车辆检测器的指令, 做出一系 列动作;通过与车道通行灯配合完成收费流程的外围控制与疏导。 正 常车辆通过时, 自动栏杆的落杆受落杆车检器直接控制。 当车辆驶离 落杆线圈后,检测器发出脉冲信号并输出至自动栏杆控制端子,
 日常保养记录表
日常保养记录表
日常保养记录表
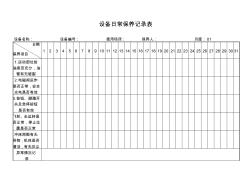
设备日常保养记录表 设备名称: 设备编号: 使用场所: 保养人: 月度: 01 日期 保养项目 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 1.运动部位给 油是否充分,油 管有无破裂 2.电磁阀运作 是否正常,安全 光电是否有效 3.按钮、脚踏开 关及急停按钮 是否有效 飞轮、全运转是 否正常,停止位 置是否正常 冲床周围有无 异物,机体是否 清洁,有无灰尘 异常情况记 录 备注 注:保养后用“√”表示日保,“△”表示周保,“○”表示月保,“×”表示有异常情况,应在“异 常情况记录”栏予以记录。 编号: 设备日常保养记录表 设备名称: 设备编号: 使用场所: 保养人: 月度: 01 日期 保养项目 1 2 3 4 5 6 7 8 9 10 11 12 13 14