制管机生产流程文献

 生产流程卡
生产流程卡
生产流程卡
文件编号 QR9.1-00-01A NO. 修改状态 页数 共 页 文件编写 编写日期 年 月 日 文件审核 审核日期 年 月 日 文件批准 批准日期 年 月 日 深圳市兆日实业有限公司 SINOSUN TECHNOLOGY CO.,LTD. 生 产 流 程 卡 序号 编号 产品型号 起址页码 1 QR9.1-00-01-01A CI-820B 1 2 QR9.1-00-01-02A DE-920A/B 2 3 QR9.1-00-01-03A CD-300A/B 3 4 QR9.1-00-01-04A CM-410 4 5 QR9.1-00-01-05A CB-210 5 6 QR9.1-00-01-06A CK-110 6 7 QR9.1-00-01-07A CT-300 7 生产流程卡 QR9.1-00-01-01A 产品
 服装生产流程
服装生产流程
服装生产流程
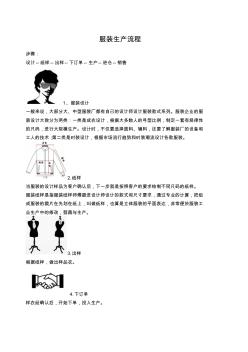
服装生产流程 步骤: 设计 --纸样 --出样 --下订单 -- 生产 --进仓 --销售 1、服装设计 一般来说,大部分大、中型服装厂都有自己的设计师设计服装款式系列。服装企业的服 装设计大致分为两类:一类是成衣设计,根据大多数人的号型比例,制定一套有规律性 的尺码,进行大规模生产。设计时,不仅要选择面料、辅料,还要了解服装厂的设备和 工人的技术 ;第二类是时装设计,根据市场流行趋势和时装潮流设计各款服装。 2.纸样 当服装的设计样品为客户确认后,下一步就是按照客户的要求绘制不同尺码的纸样。 服装纸样是指服装纸样师傅跟进设计师设计的款式和尺寸要求,通过专业的计算,把组 成服装的裁片在先划在纸上,叫做纸样,也算是立体服装的平面表达,非常便於服装工 业生产中的修改,剪裁与生产。 3.出样 根据纸样,做出样品衣。 4.下订单 样衣经确认后,开始下单,投入生产。 5.生产 生产准备 -生产前的准

