自攻锁紧螺钉基本介绍文献

 一种铁塑共用自攻锁紧螺钉的设计
一种铁塑共用自攻锁紧螺钉的设计
一种铁塑共用自攻锁紧螺钉的设计
自攻锁紧螺钉采用前端为三角截面后端为原截面的变截面螺纹结构的特殊自攻锁紧螺钉,具有能采用相同锁紧扭矩的作用下,锁紧材质为铁或塑料的特点,提高产线装配效率及降低了采购及库存管理成本。
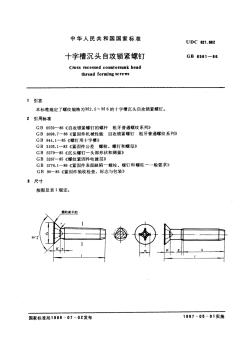 GB6561-86十字槽沉头自攻锁紧螺钉
GB6561-86十字槽沉头自攻锁紧螺钉
GB6561-86十字槽沉头自攻锁紧螺钉
GB6561-86十字槽沉头自攻锁紧螺钉