铸钢丸化学成分文献

 钢丸化学成分表
钢丸化学成分表
钢丸化学成分表
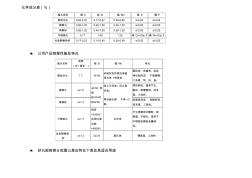
化学成分表(%) 抛丸名称 碳 C 硅 Si 锰 Mn 硫 S 磷 P 钢丝切丸 0.62-0.70 0.17-0.37 0.50-0.80 ≤0.04 ≤0.04 铸钢丸 0.85-1.20 0.40-1.50 0.60-1.20 ≤0.05 ≤0.05 铸钢砂 0.85-1.20 0.40-1.50 0.60-1.20 ≤0.05 ≤0.05 不锈钢丸 0.17 1.80 1.20 铬 Cr=18±1 镍 Ni=10±1 合金钢棱角砂 0.17-0.23 0.15-0.40 0.30-0.90 ≤0.03 ≤0.03 ★ 公司产品物理性能及特点 抛丸名称 密度 (克 /厘米 3) 硅 Si 锰 Mn 特点 钢丝切丸 7.7 35-50 纤维状变形索氏体细 珠光体 +铁素体 圆柱体、有棱角、经拉 伸切削而成, 不破耐磨、 工效高、快、好、省。 铸钢丸 ≥7.5 40-50 特 殊 BL5
 铸钢件化学成分标准
铸钢件化学成分标准
铸钢件化学成分标准
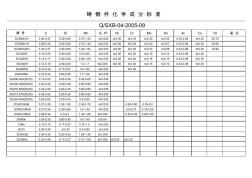
牌 号 C Si Mn S、P Ni Cr Mo Sn Al Cu DI 备 注 SCSiMn2H 0.40-0.47 0.30-0.80 0.70-1.40 ≤0.035 ≤0.50 ≤0.30 ≤0.30 ≤0.05 0.03-0.08 ≤0.30 50-70 SCSIMn1H 0.28-0.35 0.30-0.80 0.70-1.40 ≤0.035 ≤0.50 ≤0.30 ≤0.30 ≤0.07 0.03-0.08 ≤0.30 45-65 SCSiMn34H 0.30-0.37 0.30-0.80 1.20-1.90 ≤0.035 ≤0.50 ≤0.30 ≤0.30 ≤0.06 0.03-0.08 ≤0.30 70-92 SC450W 0.15-0.25 0.30-0.60 0.5-0.80 ≤0.035 ≤0.50 ≤0.30 ≤0.15 ≤0.10 0.03-0.08 ≤