河北敬业集团螺纹钢网是隶属于河北敬业集团的以全球螺纹钢行业信息为主的网站:www.jingyesteel.net

重轨钢在我国主要是指生产60kg/m~75kg/m的重轨(含道岔)使用的钢种。重轨要承受机车车辆运行时的压力、冲击载荷和摩擦力的作用,所以,要求有足够的强度、硬度和一定的韧性。要适应铁路重载、高速的需要,除增加重轨的单重外,还要提高综合性能。要求更高的强韧性、耐磨性、抗压溃性和抗脆断性。生产过程质量要求严格,除保证其化学成分外,还要求检验力学性能、落锤试验和酸蚀低倍组织检验等。钢轨钢化学成分的一般范围:ω[C]=0.65%~0.75%,ω[Mn]=0.8%~1.0%,ω[Si]=0.20%~0.25%。重轨钢用连铸大方坯或模铸来生产。
攀钢——重轨
产量统计(2015-2016)
主要品种
U71Mn/U71MnG、U75V/U75VG、U78CrV等材质钢轨,道岔用50AT、60AT、60D40、60TY等品种钢轨,在线热处理钢轨。
具体情况
重轨钢是铁路运输的重要材料,国内生产重轨钢企业有攀钢、鞍钢、武钢、包钢和邯钢,2015年以前,上述钢厂用于生产重轨钢的连铸坯最大断面为280mm×380mm。
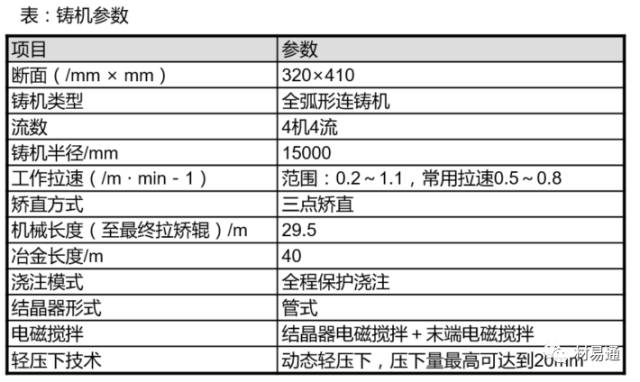
2015年初,攀钢集团为满足炉机匹配和轧机要求,在原有4机4流360mm×450mm断面铸机上改建了320mm×410mm断面连铸机,用于生产重轨钢。
重轨钢工艺流程如下:
铁水→转炉提钒→半钢脱硫→120t转炉冶炼→120tLF精炼→120tRH精炼→320mm×410mm4机4流大方坯连铸。
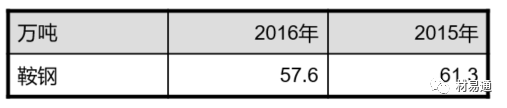
鞍钢——重轨
产量统计(2015-2016)
主要品种
U71Mn/U71MnG、U75V/U75VG、U77MnCr等材质钢轨,道岔用50AT、60AT等品种钢轨。
主具体情况
鞍钢钢轨生产基本实现全万能精轧轧制工艺
经过两年多的攻关,鞍钢股份大型厂创新设计出了一套全万能孔型精轧工艺,基本实现了钢轨“全万能”轧制,产品合格率大幅提高。据统计,2017年1月~4月份,该厂采用全万能精轧轧制工艺,共生产高速铁路用60N百米钢轨2.6万吨,班最高合格率达到97%;生产60N(U75VH和U77MnCrH)淬火轨1.5万吨,U77MnCrH淬火轨合格率达到92%。
鞍钢股份成功量产U75V、U77MnCr在线热处理钢轨
2017年4月,鞍钢股份生产的U75V、U77MnCr在线热处理钢轨顺利通过CRCC认证后实现首次批量生产,8000吨U75V已经成功发货。
鞍钢股份大型厂成功试制50kg/m全长淬火轨
2016年7月,鞍钢股份大型厂携手鞍钢股份产品发展部、鞍钢集团钢铁研究院开发的50kg/m全长淬火轨首次试制成功,经检测其规格尺寸和淬火性能,均达到标准要求。
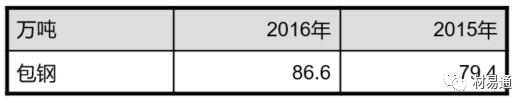
包钢——重轨
主要品种
U71Mn/U71MnG、U75V/U75VG、U76CrRE等材质钢轨,道岔用50AT、60AT等品种钢轨。
具体情况
包钢60AT2热处理钢轨通过试用评审
2016年7月,包钢60AT2热处理钢轨试用评审会在包钢宾馆召开。经评审组专家评审,包钢60AT2 U75VG热处理钢轨通过试用评审,可以上道试铺,这也标志着包钢成为继攀钢之后第二家可以生产60AT2在线热处理钢轨的企业。
包钢钢轨铺往大秦铁路
贝氏体钢轨是包钢的自主创新产品,具有强度高、韧塑性好、耐磨及耐接触疲劳性能好等特点。2016年8月份,由包钢轨梁厂生产的1023吨75N贝氏体钢轨已首次发往大秦铁路,开始进行试铺。
大秦铁路是当今世界运量最大的铁路线之一,该钢轨试用后,将大大延长铁路线运行寿命。
包钢高速钢轨供货量占郑徐高铁40%
2016年7月,在承担“中国标准动车组”试验任务的郑徐高铁商丘市民权县境内,中国动车跑出了420公里的交会时速,创造了动车速度的世界最高纪录。据悉,包钢已向郑徐高铁供应高速钢轨3.5万吨,占郑徐高铁总里程的40%。
包钢轨梁厂有着40多年生产钢轨的悠久历史。21世纪装备的两条世界先进的万能轧机生产线,将“包钢制造”提升至世界级新高度,钢轨生产能力全球第一,能够生产时速160公里、250公里、350公里以上的百米高速钢轨,所生产的铁路用钢轨广泛应用在国家重点铁路线上,并出口至美国等24个国家和地区。
武钢——重轨
产量统计(2015-2016)
主要品种
U71Mn/U71MnG、U75V/U75VG等
具体情况
武钢国内率先成功生产出新型P33导轨
2016年4月,武钢条材总厂大型分厂生产出国内首批符合标准的33公斤/米的新型导向钢轨,标志着武钢在很短时间就实现该产品从研发到量产的成功,武钢拓展国内外导轨电车市场又添一种拳头产品。
武钢重轨质量获赞“全国最佳”
2016年度全国重轨批检年会上,武钢百米重轨产品质量获得中国铁科院、中国铁路总公司及其下属的各路局工务段和焊轨厂的好评,用户评价武钢百米重轨的平直度、端部几何尺寸偏差等质量指标全国最佳。
武钢百米重轨广泛应用于“京沪高铁”、“沪昆线”等国内主要高铁干线。为保障动车的安全高速行驶,中国铁路总公司制定的“铁标”中,对百米重轨的平直度提出苛刻的要求,即重轨端部0至1米范围内垂直平直度要控制在0.3mm/m以内,端部0至2米范围内要控制在0.4mm/2m以内等。
为满足上述质量要求,武钢股份条材总厂在此前对重轨采取立压矫直的基础上,率先在国内开展了“重轨平直度技术攻关”活动,通过工艺改进和优化,于2016年攻克了影响百米重轨平直度提升的生产技术难题,并严格按武钢内控标准组织生产。
重轨端部平直度0.1mm的质量提升,几乎达到了国内高速重轨生产的工艺极限,该厂因此形成了一整套具有自主知识产权的重轨内控质量生产工艺技术,具备了大批量供应国内高铁建设和助推国家“一带一路”战略实施的坚强实力。
邯钢——重轨
代表牌号
具体情况
河钢邯钢成功开发75N淬火轨
2017年3月,河钢邯钢首次轧制的900吨75N淬火轨生产完毕。经检验,产品性能完全符合客户要求,达到国内先进水平。
75N淬火轨是铁科院最新提出的规格,将全面取代设计上较落后的75轨,主要用于重载铁路,具有使用寿命长、耐磨能力强、承载能力大等特点,对内部性能、表面质量等工艺方面要求更加严格。
河钢邯钢4种钢轨通过CRCC铁路产品认证
2016年8月,河钢邯钢U71Mn热轧普速、U71Mn热轧高速、U75V热轧普速、U75V热轧高速4种钢轨产品正式通过中铁检验认证中心CRCC铁路产品认证,取得了CRCC认证试用证书,进一步加快钢轨产品进入国家铁路市场的进程。
来源:铁诺咨询,泰科钢铁整理编辑

 重轨钢浇次第一炉钢冶金质量的研究
重轨钢浇次第一炉钢冶金质量的研究
 攀钢重轨钢精炼工艺实践
攀钢重轨钢精炼工艺实践