铸造烧结法文献

 烧结法生产氧化铝
烧结法生产氧化铝
烧结法生产氧化铝
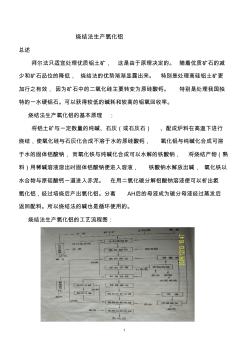
1 烧结法生产氧化铝 总述 拜尔法只适宜处理优质铝土矿, 这是由于原理决定的。 随着优质矿石的减 少和矿石品位的降低, 烧结法的优势渐渐显露出来。 特别是处理高硅铝土矿更 加行之有效, 因为矿石中的二氧化硅主要转变为原硅酸钙。 特别是处理我国独 特的一水硬铝石。可以获得较低的碱耗和较高的铝氧回收率。 烧结法生产氧化铝的基本原理 : 将铝土矿与一定数量的纯碱、石灰(或石灰石) 、配成炉料在高温下进行 烧结,使氧化硅与石灰化合成不溶于水的原硅酸钙, 氧化铝与纯碱化合成可溶 于水的固体铝酸钠, 而氧化铁与纯碱化合成可以水解的铁酸钠, 将烧结产物(熟 料)用稀碱溶液溶出时固体铝酸钠便进入溶液, 铁酸钠水解放出碱, 氧化铁以 水合物与原硅酸钙一道进入赤泥。 在用二氧化碳分解铝酸钠溶液便可以析出氢 氧化铝,经过培烧后产出氧化铝。分离 AH后的母液成为碳分母液经过蒸发后 返回配料。所以烧结法的碱
 烧结法生产氧化铝脱硅分析
烧结法生产氧化铝脱硅分析
烧结法生产氧化铝脱硅分析
烧结法生产氧化铝脱硅分析 作者: 郭怀胜, Guo Huaisheng 作者单位: 中国铝业山东分公司,山东淄博,255000 刊名: 河北冶金 英文刊名: Hebei Metallurgy 年,卷(期): 2012(3) 本文链接: http://d.g.wanfangdata.com.cn/Periodical_hbyj201203009.aspx