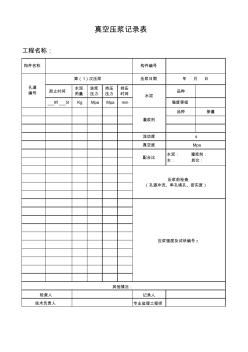
真空压差铸造文献

 真空压降技术文章
真空压降技术文章
真空压降技术文章
真空压降技术 真空压浆效果比较好,可避免孔道压不实的情况。但压浆设备、材料、压浆口的处理(比如 用真空压浆罩)等要求较高,且使用的是塑料波纹管。 孔道压浆施工工艺: (注意水灰比与普通压浆工艺的区别) 一、准备工作 1、做好水泥浆配合比选定试验。 2、检查灌浆设备、管道及阀门的可靠性,压浆泵压力表进行计量校验。 3、采用空气压缩机将管道内积水和杂物,空气压缩机输出压力不低于 0.7Mpa。 4、水泥进场,采用 425 号普通硅酸盐水泥并做好复试试验。 二、制浆要求 水泥浆强度应符合设计要求,水泥浆的技术条件要求为 1、水灰比采用 0.3—0.35,一般控制在 0.33 以下;(比普通的小,因此要求灰浆机的转速需 高一些) 2、水泥浆流动度应控制在 14~18 秒之间; 3、浆体泌水率最大不得超过 3%,水泥浆 3 小时泌水率不超过 2%,泌水应在 24h 内重新被 浆吸收; 4、初凝时间不